

1 Introduction
The glazed ceramics of the Islamic World play a uniquely significant role in understanding the social, economic, and historical dynamics of the region. Prior to the Islamic period, archaeological records show limited evidence of glazed ceramics. However, with the emergence of early Islamic culture, glazed ceramics suddenly become widespread, becoming a diagnostic characteristic of the period in the archaeological records. This shift mirrors the transformative changes in social and economic structures during the Islamic period, and it is in the study of ceramic production that these transformations are reflected.
Of all the material culture of the Islamic World from its beginnings during the seventh century CE through the pre-modern period (i.e., before the sixteenth century), only ceramics survive in a way which forms a continuous representative visual history. The art historical study of Islamic ceramics has largely relied on materials from museum and private collections around the World, affected largely by acquisition choices, fashions in art market, and uncertainties about provenance. Decades of work on these materials have provided connections between these initially isolated types of glazed pottery and contributing to an art historical narrative and developmental sequence as outlined in seminal books by Arthur Lane (Reference Lane1947, Reference Lane1957a) and Oliver Watson (Reference Watson2004). Since the early twentieth century, archaeological discoveries have enriched this narrative, although the material recovered through excavations has often remained – and to some extent still remains – disconnected from art historical interpretations. Moreover, no major kiln sites have been thoroughly excavated and published, making it difficult to definitively identify the workshops responsible for producing key types of glazed Islamic pottery. Therefore, the names of pottery types associated with the names of Islamic sites as used in art historical literature, such as ‘Samarra wares’ or ‘Raqqa wares’ are speculative and do not necessarily indicate the actual production sites of these ceramics.
Another significant challenge in this field is the patchy coverage of knowledge, with certain geographical regions and time periods still being poorly understood. This applies not only regionally but also on a broader scale. For example, we have very limited knowledge of glazed pottery production in Western and Central Iran before the twelfth century, and even after that, our understanding remains incomplete.
The technological study of Islamic pottery has been built upon the existing art historical narrative, inevitably inheriting its gaps and limitations. It has relied on sherds from both museum collections and archaeological sites for chemical analyses, with a greater focus on pottery produced before the sixteenth century. This focus is due to the fact that, after the sixteenth century, intact glazed pottery vessels that survive in good condition above ground – rather than fragments – become more abundant, making them generally unsuitable for destructive analysis. This is also why the chronological scope of this paper ends at the sixteenth century.
As we will explore in the following sections, however, technological studies of Islamic pottery have, in many ways, revised and enriched the ‘classic’ art historical narrative, providing new lines of evidence and deepening our understanding. These studies have also brought greater focus to the processes of production, the craftspeople involved, and the transfer of techniques. In this book, we aim to present a nuanced perspective on the technological developments in Islamic glazed ceramics, moving beyond a linear or overly simplistic depiction of their evolution. We recognise the significant diversity in raw materials, production methods, and technological trajectories, which varied widely across different regions and time periods. The studies included in this volume reflect a variety of sample sizes, and our interpretations reflect the currently available published data. By synthesising these studies, our goal is not to present a singular or definitive ‘truth’ but to provide a foundation and direction for future research to build upon.
Where relevant in this paper, we have highlighted the choices made by Islamic potters. It should be noted that, when referring to ‘Islamic’ potters, it is based solely on the fact that the regions in question were under Islamic rule at the time. This designation does not necessarily reflect the religion or beliefs of the potters themselves.
Technological studies of glazed pottery are facilitated by the fact that, in contrast to metalwork and glass, ceramics were not typically recycled. As a result, one can, uniquely, trace the production technology for Islamic ceramics from the seventh century onwards. This examination of technology is multifaceted, as it encompasses economic aspects, trade patterns and cross-cultural interactions, access to raw materials, all of which, in turn, enrich the study of the social and historical context.
There has been extensive technological study of metalwork over the past hundred years by means of its microstructural examination in polished section in reflected light (Smith Reference Smith1981). In contrast, comparable studies of ceramics have lagged behind, principally because the optical microscope is of limited use in the study of their very complex and fine-grained microstructures. Some chemical analyses of Islamic glazed ceramics were conducted during the mid-twentieth century, but these were sporadic and without much explanation of the technological aspects (see, e.g., Frierman Reference Frierman and Berger1970; Kiefer Reference Kiefer1956; Wilkinson Reference Wilkinson1947). Therefore, the technological study of ancient ceramics, including glazed Islamic ceramics, has been delayed until the development of, and easy access to, Scanning Electron Microscopes (SEM) with attached X-ray fluorescent analytical facilities (XRF) during the 1970s (Tite Reference Tite and Pollard1992).
Tite and Maniatis (Reference Tite and Maniatis1975) published one of the earliest papers using SEM to study ceramics, initially focusing on a sequence from Iraq, to estimate firing temperatures and assess physical properties. Their work expanded to include ceramics from the Near East and Central and Southeast Europe, integrating semi-quantitative XRF analyses for lime contents. Additionally, Tite et al. (Reference Tite, Freestone, Meeks, Bimson, Olin and Franklin1982) examined high gloss surface finishes in Greek Attic and Roman Samian wares.
Tite (Reference Tite, Farquhar, Hancock and Pavlish1988, Reference Tite1989) further advanced SEM examination techniques, applying them to Chinese and glazed Islamic ceramics, including Iznik wares, in which polished sections replaced fracture surfaces to provide quantitative analyses. Kingery and Vandiver (Reference Kingery and Vandiver1986) also made significant contributions, extensively using SEM to investigate the production technology of nine ‘ceramic masterpieces’ ranging from Song Dynasty (960–1279 CE) Longquan Celadon to Wedgwood Jasperware (eighteenth century CE), and including Kashan lustrewares and Iznik tiles.
Subsequently, Robert Mason, having previously used optical petrography to investigate the centres for the production of Islamic ceramics (Mason and Keall Reference Mason and Keall1990, Mason Reference Mason, Middleton and Freestone1991), completed a DPhil on glazed Islamic ceramics (Mason Reference Mason1994) at the University of Oxford under the supervision of Professor Michael Tite. This research resulted in published papers on the beginnings of stonepaste technology (Mason and Tite Reference Mason and Tite1994), tin-opacification of glazes (Mason and Tite Reference Mason and Tite1997) and underglaze polychrome ceramics (Mason et al. Reference Mason, Tite, Paynter and Salter2001).
Initially, the styles and technologies of seventh century Islamic ceramics show little difference from those current in the pre-Islamic period. Archaeological ceramic assemblages are dominated by utilitarian wares, with glazed ware being only a small minority. However, towards the end of eighth century, radical changes took place in the Eastern Mediterranean, with the emergence of distinctive Islamic glazed wares and the production of regional fine wares. The earliest phases of glazed Islamic fine wares are represented by Coptic Glazed wares (CGW) first produced in Egypt in late eighth century, and their further development into the Yellow Glazed Family wares (YGF) first produced slightly later in the Levant (Section 3).
From Egypt and the Levant, the glazed Islamic fine wares spread eastwards through Syria, into southern Mesopotamia (i.e., Iraq) and Iran, and beyond into Central Asia (e.g., Nishapur, Samarqand and Uzbekistan) (Sections 3, 4, and 5), as well as into Mughal India which is not discussed in the present paper (see Gill and Rehren Reference Gill, Rehren and Freestone2014, Reference Gill and Rehren2017). Subsequently, the Seljuqs spread back from Iran and Central Asia into Anatolia where, in 1453 CE, the Ottoman Empire ultimately conquered and replaced the Byzantine Empire (Section 6).
In addition, glazed Islamic fine-wares spread westwards into al-Andalus (i.e., Spain); and into the coastal area of north Africa from where it spread into Sicily, as well as onto the Swahili coast of east Africa. However, in the present paper, because of its word limit, this westward spread of glazed Islamic ceramics is only considered in sufficient detail needed to explain how the Islamic ceramic technology eventually emerged in Christian western Europe for the production of Italian maiolica and Medici porcelain (Section 7).
The production of glazed Islamic ceramics involved a number of major technological developments, as compared to previously produced Roman and Byzantine glazed ceramics. Perhaps of prime importance was the introduction of tin-opacified glazes (Section 2.1), with yellow lead stannate opacified glazes being used in the production of CGW in Egypt, and white tin oxide (as well as yellow lead stannate) opacified glazes being used in the production of YGF in the Levant. Subsequently, the use of white tin oxide opacified glazes spread throughout the Islamic world and beyond into Europe (Section 7). Yellow lead stannate opacified glazes also spread eastwards from Egypt and the Levant, but were used less extensively. Also, in Egypt, lead antimonate replaced lead stannate as the yellow opacifier by second half of ninth century (Section 4.1.1), and from Egypt, the use of lead antimonate yellow spread across North Africa and into Sicily (Section 7.2), eventually being used as the yellow colorant in the decoration of Italian maiolica (Section 7.3).
The second major Islamic technological development was the introduction of lustre decoration (Section 2.2), which is associated with a layer of silver and copper nanoparticles created just below the surface of the glaze, and which results in a metallic and iridescent appearance. Depending mainly on its Cu/Ag ratio, the lustre tone varies widely from yellow and green to brown and red. The earliest lustreware is found at Samarra in Southern Mesopotamia (Section 3.2.2), from where it spread widely, including to Egypt, Syria, Iran and al-Andalus.
The third major technological development in the production of Islamic ceramics was the introduction of stonepaste bodies (Section 2.3) which were first produced in Egypt during the eleventh century. Subsequently, the use of stonepaste bodies in the production of Islamic fine wares spread to Syria, Iran and beyond. Typically, stonepaste bodies consist of some ten parts crushed quartz, one part crushed glass and one part fine white clay. The result is a hard white body which better imitated the imported Chinese porcelains.
The development of underglaze painting, initially extensively practiced in Iran, Egypt, and Syria, and later spreading to Anatolia and China, marked the final technological development in the production of Islamic ceramics (Section 2.4.3). This technique involves painting directly onto the ceramic body, which is subsequently covered by a transparent glaze and fired. Subsequent to this, changes primarily pertained to stylistic variations rather than technical innovations.
The glaze types used by Islamic potters are principally high lead, as used previously, together with a new lead-alkali glaze type (Section 2.4.1). In addition to lustre decoration, a wide range of other colorants are used in the decoration of Islamic glazes (Section 2.4.2). These include ion-based colorants such as copper blue, turquoise and green (depending on the glaze-type), cobalt dark blue and manganese purple as well as particulate colorants such as lead stannate yellow, tin oxide white, bole red and chromite black.
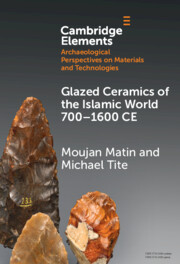
In the following sections, we will follow the developments of the production technology of Islamic ceramics in different parts of the Islamic world in the period from 700 to 1600 CE. Figures 1 and 2 show the maps with the locations of sites mentioned in the text, and Figure 3 provides a chronological timeline of Islamic dynasties. The period of focus ends at the beginning of the seventeenth century. Iznik wares are the latest group of wares discussed in the text. Persian Safavid wares chronologically overlap with Iznik wares, but they are not included here (see Golombek et al. Reference Golombek, Mason and Proctor2014). The primary method discussed in this paper is the invasive chemical and microstructural analysis of ceramic sherds using Scanning Electron Microscopy (SEM). However, non-invasive techniques, such as Raman spectroscopy and micro-XRF, have also been applied where relevant. While the majority of the analysed fragments are from ceramic vessels, the study of Islamic ceramics saw a significant expansion in the production of ceramic tiles after the Seljuq and Ilkhanid periods. Consequently, a substantial portion of the samples studied from these periods are tiles, including Lajvardina tiles from Iran, and Seljuq, Masters of Tabriz, and Iznik tiles from Anatolia (Sections 5 and 6). Throughout the following Sections we will consider, as appropriate, the following questions relating to the emergence and subsequent development of new technologies:
How were existing technologies transformed or how was a new technology first invented/discovered?
Why was the transformed or new technology adopted?
How was the new technology transferred both geographically (from region to region) and chronologically (from period to period)?
In adopting a new technology, what technological choices were made and why?
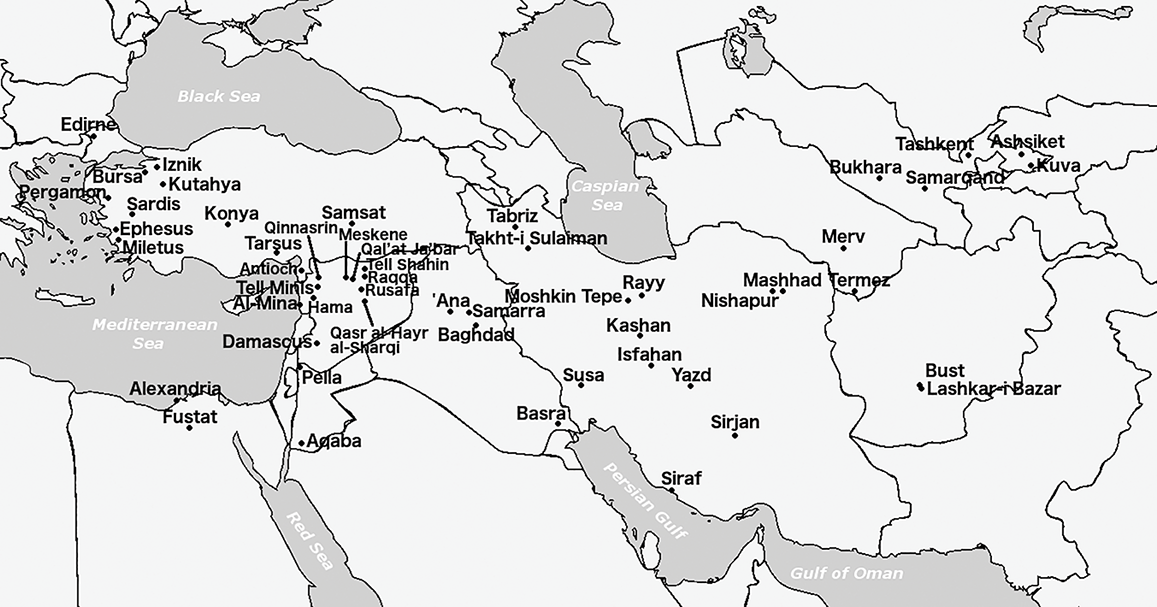
Figure 1 Map showing the locations of sites mentioned in the text spanning from Egypt to Central Asia.

Figure 2 Map showing the locations of sites mentioned in the text within the Western Islamic region.
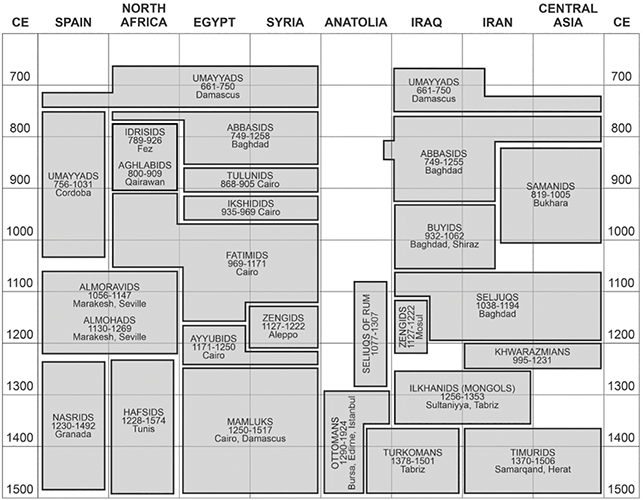
Figure 3 Timeline of Islamic dynasties mentioned in the text.
2 Technological Innovations
The history of Islamic ceramics has witnessed several technological innovations, but four stand out as major technological revolutions: the introduction of tin-based opaque glazing in the eighth century CE (Section 2.1), lusterware production in the ninth century CE (Section 2.2), stonepaste body manufacture in the eleventh century CE (Section 2.3), and underglaze-painted wares during twelfth and thirteenth centuries CE (Section 2.4). The four are the most long-lasting and widespread Islamic, indeed global, technologies, and hence reflect the prevailing social, economic, and political cultures over the longue durée. In addition, Islamic potters significantly increased the range of glaze types and their compositions (Section 2.4.1), and the range of glaze colorants (Section 2.4.2), as well as adding, as the fourth major technological innovation, underglaze-painted wares to the glazing methods previously used (Section 2.4.3).
Section 2 examines the science of these four technological innovations, as well as the processes and complexities of their production. Any potential precursors to these four technological innovations are noted, and their possible role in the emergence of these innovations are briefly considered, together with the context of their regional histories and chronologies, and how they developed, changed, and spread across and beyond the Islamic lands. Included in Section 2 are two overview tables, represented as Tables 1 and 2, which summarise the technological data relating to each of the geographical and chronological ceramic groups considered. Table 1 lists the typical compositions of Islamic stonepaste bodies, and Table 2 lists the typical glaze compositions for the Islamic ceramic groups. Included in Table 2 are the glaze compositions for both the transparent high lead and alkali-lime precursors to, and as well as the tin opacified lead-alkali successors to Islamic glazes. The analytical data in Tables 1 and 2 have been normalised to 100 wt%, but no attempt has been made to normalise the analytical ranges, cited from various publications and given in the text.
Table 1 Table showing summary of stonepaste body compositions (normalised to 100%).
| Section | Sample number | SiO2 | Al2O3 | Na2O | K2O | CaO | MgO | FeO | PbO | Reference |
|---|---|---|---|---|---|---|---|---|---|---|
| Fatimid (960–1160 CE) | ||||||||||
| Egypt Fustat – Fu.P24* | 65.4 | 12.7 | 5.7 | 1.4 | 11.2 | 0.4 | 2.5 | 0.7 | Mason & Tite Reference Mason and Tite1994 | |
| Egypt Fustat – average | 87.7 | 3.2 | 3.2 | 0.3 | 2.9 | 0.3 | 1.3 | 1.0 | Tite et al. Reference Tite, Wolf and Mason2011 | |
| Egypt Fustat – A/B/FGrp1 (medium vitrification) | 85.9 | 4.5 | 2.4 | 1.0 | 3.5 | 0.4 | 1.5 | 0.7 | Matin & Ownby Reference Matin and Ownby2023 | |
| Egypt Fustat – DGrp2 (high vitrification) | 86.4 | 4.4 | 2.2 | 0.9 | 3.7 | 0.4 | 1.4 | 0.5 | Matin & Ownby Reference Matin and Ownby2023 | |
| Egypt Fustat – EGrp2 (high vitrification) | 86.4 | 4.3 | 2.3 | 0.6 | 4.9 | 0.4 | 1.1 | bd | Matin & Ownby Reference Matin and Ownby2023 | |
| Egypt Fustat – CGrp2 (very high vitrification) | 85.2 | 4.5 | 2.0 | 0.7 | 4.9 | 0.4 | 1.3 | 0.9 | Matin & Ownby Reference Matin and Ownby2023 | |
| Syria Tell Minis – 52i 800 | 84.2 | 5.2 | 2.9 | 1.9 | 3.6 | 0.9 | 1.3 | na | Tonghini Reference Tonghini1998: 91 | |
| Syria Raqqa – 61f 832 | 86.6 | 3.7 | 2.3 | 1.1 | 3.3 | 1.9 | 1.1 | na | Tonghini Reference Tonghini1998: 91 | |
| Seljuq (1050–1200 CE) | ||||||||||
| Iran Moshkin Tepe – Grp I 18–2–75 | 77.7 | 12.7 | 3.9 | 2.5 | 1.6 | 0.8 | 0.7 | na | Matin Reference Matin2022 | |
| Iran Moshkin Tepe – Grp II 18–2–74 (more extensive vitrification) | 74.5 | 12.7 | 4.7 | 3.1 | 2.5 | 1.5 | 0.9 | na | Matin Reference Matin2022 | |
| Iran Kashan (lustre, mina’i, and lajvardina wares)- average | 85.2 | 6.5 | 3.5 | 1.5 | 1.6 | 0.6 | 0.6 | 0.5 | Kingery and Vandiver Reference Kingery and Vandiver1986; Mason Reference Mason2004; Osete-Cortina et al. Reference Osete-Cortina, Doménech-Carbó, Doménech, Yusá-Marco and Ahmadi2010; Tite et al. Reference Tite, Wolf and Mason2011 | |
| Iran (UGP)-average | 90.2 | 1.1 | 2.4 | 0.9 | 2.8 | 1.6 | 1.0 | bd | Mason Reference Mason2004 | |
| Ilkhanid (1256–1335 CE) | ||||||||||
| Iran Jahan-Nama (UGP)- JN-7 | 72.9 | 20.1 | 3.3 | 0.8 | 1.1 | 1.5 | 0.3 | na | Aarab et al. Reference Aarab, Shojaee-Esfahani, Xu and Yang2025 | |
| Mamluk (1250–1350 CE) | ||||||||||
| Egypt Fustat (UGP) – average | 90.0 | 2.0 | 1.2 | 0.4 | 4.5 | 1.1 | 0.8 | bd | Tite et al. Reference Tite, Wolf and Mason2011 | |
| Egypt 74 l 888 | 84.6 | 1.5 | 2.1 | 0.8 | 7.8 | 2.5 | 0.7 | na | Tonghini Reference Tonghini1998: 91 | |
| Syria Damascus (UGP) – average | 89.8 | 1.6 | 1.2 | 0.4 | 5.5 | 1.2 | 0.3 | bd | Tite et al. Reference Tite, Wolf and Mason2011 | |
| Timurid (1400–1440 CE) | ||||||||||
| Iran Nishapur (UGBP) – average | 92.3 | 3.1 | 1.6 | 0.4 | 1.5 | 0.5 | 0.6 | bd | Mason Reference Mason, Golombek, Mason and Bailey1996; Tite et al. Reference Tite, Wolf and Mason2011 | |
| Ottoman (1480–1700 CE) | ||||||||||
| Turkey Iznik – average | 90.6 | 2.5 | 1.8 | 0.2 | 2.1 | 0.8 | 0.7 | 1.3 | Mason Reference Mason, Golombek, Mason and Bailey1996; Tite et al. Reference Tite, Wolf and Mason2011 | |
| Italy Medici porcelain – BM Cat. 248 | 76.4 | 9.4 | 4.7 | 4.5 | 2.9 | 1.1 | 0.5 | 0.4 | Tite Reference Tite and Wilson1991 | |
bd: below detection; na: not analysed; UGP: underglaze painting; UGBP: Underglaze blue painting; * proto-stonepaste
Table 2 Table showing summary of glaze compositions (normalised to 100%).
| Section | Sample number | Glaze type | SiO2 | PbO | SnO2 | Na2O | K2O | CaO+MgO | Al2O3 | MnO | FeO | TiO2 | Sb2O3 | Pb/Sn | Reference |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Yellow – lead-tin-oxide opacified glazes | |||||||||||||||
| 4 | Syria – Raqqa 11 | High lead | 28.8 | 67.4 | 1.9 | bd | bd | 0.3 | 1.5 | bd | bd | bd | 41.4 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 4 | Egypt – Fustat 1 | High lead | 27.8 | 65.4 | 2.7 | 0.2 | bd | 0.3 | 2.9 | 0.1 | 0.6 | bd | 28.5 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 4 | Iran – Susa 1 | High lead | 27.9 | 62.3 | 3.3 | 0.6 | 1.4 | 2.4 | 1.0 | 0.2 | 0.5 | 0.4 | 22.2 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 7 | Andulucia – Madinat al-Zahra MZ2 | High lead | 24.5 | 64.7 | 5.9 | 0.2 | 0.5 | 2.7 | 1.2 | na | 0.3 | na | 12.9 | Salinas et al. Reference Salinas, Pradell, Matin and Tite2019 | |
| 5 | Iran Nishapur– Buffware ROM.20 | High lead | 35.4 | 60.0 | 1.1 | 1.5 | 0.9 | 0.7 | na | na | 0.3 | na | 63.2 | Mason Reference Mason2004 | |
| 5 | Iran Nishapur-Opaque yellow glazed wares Nishapur9 | High lead | 26.8 | 65.4 | 4.7 | 0.4 | 0.1 | 1.2 | 0.8 | bd | 0.6 | bd | 16.4 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 5 | Iran Takht-i Suleiman – Takht.6 | High lead | 30.9 | 63.0 | 4.2 | 0.4 | 0.5 | 0.3 | 0.7 | bd | bd | bd | 17.7 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 5 | Turkmenistan Merv-Merv.1 | High lead | 27.6 | 65.8 | 3.1 | 0.2 | 0.5 | 1.1 | 1.1 | 0.2 | 0.3 | 0.1 | 25.0 | Matin et al. Reference Matin, Tite and Watson2018 | |
| Yellow – lead-antimonate opacified glazes | |||||||||||||||
| 7 | Sicily – Palermo PM 65 | High lead | 29.5 | 60.6 | 1.9 | 0.4 | 0.3 | 0.2 | bd | bd | 1.4 | bd | 5.6 | Testolini Reference Testolini2018: 194 | |
| 4 | Egypt – Fustat ALX 152 | Lead-alkali | 34.5 | 57.2 | 0.3 | 1.7 | 1.5 | 1.9 | 1.5 | bd | 0.5 | bd | 0.9 | Salinas et al. Reference Salinas, Pradell, Matin and Tite2019 | |
| White – tin opacified glazes | |||||||||||||||
| 7 | Sicily – Palermo PM 65 | High lead | 32.4 | 60.8 | 4.7 | 0.6 | 0.3 | 0.2 | bd | na | 0.9 | bd | 15.3 | Testolini Reference Testolini2018: 194 | |
| 5 | Uzbekistan Samarqand – Opaque white glazed ware – Samarqand6 | Lead-alkali | 56.0 | 18.9 | 6.1 | 6.5 | 3.0 | 5.5 | 3.6 | bd | 0.4 | bd | 3.7 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 6 | Anatolia Beylik – Turquoise B2Y66 | Lead-alkali | 35.6 | 44.8 | 6.9 | 7.4 | 0.4 | 3.4 | 1.1 | bd | 0.3 | na | 7.7 | Burlot & Waksman Reference Burlot, Waksman, Kontogiannis, Böhlendorf-Arslan and Yenişehirlioğlu2021 | |
| 4 | Syria – Raqqa 3 | Lead-alkali | 40.1 | 43.6 | 7.2 | 2.4 | 1.4 | 4.1 | 0.8 | 0.1 | 0.4 | bd | 7.1 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 7 | Andulucia – Cordoba PAL15 | Lead-alkali | 41.7 | 39.0 | 6.8 | 2.6 | 2.1 | 3.6 | 3.0 | 0.2 | 0.9 | bd | 6.8 | Salinas & Pradell Reference Salinas and Pradell2020 | |
| 4 | Egypt – Fustat lustre P144 | Lead-alkali | 59.9 | 24.9 | 9.3 | 2.1 | 1.6 | 1.2 | 1.0 | na | bd | na | 3.2 | Mason & Tite Reference Mason and Tite1997 | |
| 6 | Anatolia Seljuq– Turquoise 3-G | Lead-alkali | 53.1 | 15.9 | 5.2 | 13.5 | 1.3 | 3.8 | 5.1 | bd | 2.0 | 0.2 | 3.6 | Öztürk et al. Reference Öztürk, Şimşek-Franci and Kuşoğlu2022 | |
| 5 | Iran Kashan Seljuq/Ilkhanid– Lustre P10326 | Lead-alkali | 56.1 | 22.4 | 3.9 | 6.8 | 2.1 | 6.6 | 1.8 | bd | 0.3 | 0.2 | 6.8 | Pradell et al. Reference Pradell, Molera, Smith and Tite2008 | |
| 5 | Iran Kashan Seljuq– Mina’i ROM.07 | Lead-alkali | 53.4 | 21.6 | 10.0 | 7.3 | 1.5 | 4.3 | 1.4 | na | 0.5 | na | 2.5 | Mason et al. Reference Mason, Tite, Paynter and Salter2001 | |
| 5 | Iran Ilkhanid– Lajvardina CI7VO (blue) | Lead-alkali | 58.5 | 15.6 | 5.5 | 8.7 | 1.5 | 7.0 | 1.8 | na | 1.5 | bd | 3.4 | Osete-Cortina et al. Reference Osete-Cortina, Doménech-Carbó, Doménech, Yusá-Marco and Ahmadi2010 | |
| 3 | Iran – Susa 19 | Alkali-lead | 68.3 | 4.7 | 5.2 | 5.5 | 4.8 | 8.9 | 1.4 | 0.4 | 0.7 | 0.1 | 1.1 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 3 | Mesopotamia – Samarra 6 | Alkali-lead | 70.3 | 4.3 | 2.2 | 6.9 | 5.0 | 8.3 | 1.9 | 0.4 | 0.6 | 0.1 | 2.3 | Matin et al. Reference Matin, Tite and Watson2018 | |
| 7 | Italian Archaic maiolica – 13th century CE | High lead | 30.8 | 44.2 | 21.4 | 0.1 | 0.2 | 1.7 | 1.2 | na | 0.4 | bd | 2.4 | Tite Reference Tite2009 | |
| 7 | Italian Renaissance maiolica – 15th century CE | Lead-alkali | 60.6 | 18.4 | 5.1 | bd | 5.8 | 3.9 | 4.5 | na | 1.8 | na | 4.3 | Tite Reference Tite2009 | |
| Transparent glazes – High lead and Lead-alkali | |||||||||||||||
| 2 | Roman – 1st century-4th century CE | High lead | 17.5 | 71.1 | na | 0.2 | 0.8 | 0.8 | 8.7 | na | 0.8 | na | Walton & Tite Reference Walton and Tite2010 | ||
| 2 | Byzantine – 13th century CE | High lead | 21.0 | 70.5 | na | bd | 0.2 | 0.8 | 6.9 | na | 0.5 | na | Armstrong et al. Reference Armstrong, Hatcher, Tite and d’archimbaud1997 | ||
| 7 | Tunisia – Bir Ftouha T1 | High lead | 30.1 | 62.6 | bd | 0.4 | 1.1 | 1.4 | 3.1 | bd | 1.1 | 0.2 | Salinas et al. Reference Salinas, Reynolds, Tite and Pradell2020 | ||
| 5 | Southern Kazakhstan – SP Mean | High lead | 37.9 | 54.4 | 0.0 | 0.3 | 0.9 | 1.7 | 3.2 | 0.3 | 1.2 | 0.1 | Klesner et al. Reference Klesner, Renson, Akymbek and Killick2021 | ||
| 5 | Uzbekistan Termez – SP TA10 | High lead | 36.8 | 55.7 | bd | 0.8 | 0.5 | 1.7 | 2.0 | 0.8 | 1.7 | na | Molera et al. Reference Molera, Martínez Ferreras and Fusaro2020 | ||
| 5 | Uzbekistan Ashsiket – SP Average | High lead | 40.3 | 53.8 | na | 0.3 | 1.3 | 0.9 | 3.0 | na | 0.4 | na | Henshaw Reference Henshaw2010 | ||
| 5 | Afghanistan Bust and Lashkar-i Bazar– SP | High lead | 33.8 | 57.6 | bd | 0.8 | 0.7 | 3.0 | 2.9 | na | 1.2 | na | Gulmini et al. Reference Gulmini, Giannini, Lega, Manna and Mirti2013 | ||
| 6 | Anatolia Beylik B2N70 | High lead | 31.6 | 62.1 | bd | 0.7 | bd | 0.8 | 2.3 | 2.3 | 0.3 | na | Burlot & Waksman Reference Burlot, Waksman, Kontogiannis, Böhlendorf-Arslan and Yenişehirlioğlu2021 | ||
| 6 | Anatolia Iznik – Benaki 42 | Lead-alkali | 58.3 | 29.2 | 5.1 | 4.8 | 0.9 | 0.9 | 0.4 | na | 0.4 | bd | Paynter et al. Reference Paynter, Okyar, Wolf and Tite2004 | ||
| 4 | Syria Tell Minis – 46 g 220 | Lead-alkali | 54.9 | 28.1 | bd | 9.3 | 0.9 | 4.6 | 1.4 | bd | 0.8 | na | Tonghini Reference Tonghini1998: 90 | ||
| 4 | Syria Polychrome relief MRT31 | Lead-alkali | 60.0 | 22.1 | bd | 9.5 | 1.5 | 4.8 | 1.5 | na | 0.6 | na | Mason et al. Reference Mason, Tite, Paynter and Salter2001 | ||
| 6 | Anatolia Miletus BYZ284 | Lead-alkali | 65.4 | 15.3 | bd | 13.1 | 1.7 | 1.8 | 2.2 | bd | 0.6 | na | Burlot et al. Reference Burlot, Waksman, Bellot-Gurlet and Simsek-Franci2020 | ||
| Transparent glazes – Alkali-lime | |||||||||||||||
| 2 | Egyptian faience – 2nd millennium BCE | Alkali-lime | 72.9 | na | na | 18.1 | 2.5 | 5.2 | 0.8 | na | 0.5 | na | Tite et al. Reference Tite, Freestone and Bimson1983 | ||
| 2 | Nuzi – 4th century BCE | Alkali-lime | 69.1 | na | na | 13.4 | 5.8 | 10.6 | 0.7 | na | 0.4 | na | Tite & Shortland Reference Tite and Shortland2008 | ||
| 2 | Parthian – c.250 BCE-220 CE | Alkali-lime | 63.2 | na | na | 14.6 | 4.9 | 9.8 | 3.3 | na | 4.1 | na | Tite & Shortland Reference Tite and Shortland2008 | ||
| 4 | Syria Raqqa – 66j 717 | Alkali-lime | 70.4 | bd | bd | 18.1 | 1.2 | 6.8 | 2.2 | bd | 1.3 | na | Tonghini Reference Tonghini1998: 90 | ||
| 4 | Egypt Mamluk – 73k 131 | Alkali-lime | 65.5 | bd | bd | 17.1 | 3.4 | 12.0 | 1.2 | bd | 0.9 | na | Tonghini Reference Tonghini1998: 90 | ||
| 4 | Syria – UGP ASH 33 | Alkali-lime | 73.7 | bd | bd | 17.0 | 2.4 | 6.3 | 0.4 | na | 0.2 | na | Mason et al. Reference Mason, Tite, Paynter and Salter2001 | ||
| 5 | Iran Seljuq Moshkin Tepe – Mono 18-2-75 (turquoise) | Alkali-lime | 69.2 | bd | bd | 11.9 | 3.1 | 12.6 | 2.0 | bd | 0.8 | 0.3 | Matin Reference Matin and Watson2020 | ||
| 5 | Iran Seljuq– Silhouette MDT02 | Alkali-lime | 68.5 | 0.1 | bd | 14.5 | 2.2 | 10.6 | 2.9 | na | 1.1 | na | Mason et al. Reference Mason, Tite, Paynter and Salter2001 | ||
| 5 | Iran Seljuq –UGP ASH 51 | Alkali-lime | 69.9 | bd | bd | 14.9 | 2.1 | 10.9 | 1.4 | na | 0.8 | na | Mason et al. Reference Mason, Tite, Paynter and Salter2001 | ||
| 5 | Iran Ilkhanid Jahan-Nama – UGP JN-7 | Alkali-lime | 62.9 | bd | 0.1 | 22.3 | 1.6 | 8.7 | 4.1 | na | 0.3 | na | Aarab et al. Reference Aarab, Shojaee-Esfahani, Xu and Yang2025 | ||
| 5 | Iran Ilkhanid – Lajvardina Rayy | Alkali-lime | 69.0 | 0.6 | 0.3 | 12.3 | 3.3 | 10.5 | 2.3 | 0.1 | 1.5 | 0.1 | Holakooei et al. Reference Holakooei, Mishmastnehi, Moloodi Arani, Röhrs and Franke2023 | ||
| 5 | Iran Kashan Seljuq/Ilkhanid– Lustre RYY11 | Alkali-lime | 73.7 | bd | na | 15.7 | 2.7 | 5.4 | 1.5 | na | 1.0 | na | Mason Reference Mason2004 | ||
| 6 | Anatolia Seljuq 6-J | Alkali-lime | 68.3 | 0.5 | bd | 10.8 | 2.5 | 6.8 | 5.7 | 3.1 | 2.1 | 0.2 | Öztürk et al. Reference Öztürk, Şimşek-Franci and Kuşoğlu2022 | ||
bd: below detection; na: not analysed; UGP: underglaze painting; SP: Slip painting; Mono: Monochrome stonepaste
2.1 Tin-Based Opacification of Ceramic Glazes
Tin-based opacification designates a technique where tin-based crystals, namely lead stannate (i.e., lead-tin-oxide with the formula Pb(Sn,Si)O3) and tin oxide (SnO2) were used to produce, respectively, yellow and white opaque glass and opaque ceramic glazes (Figures 4 and 5) (Molera et al. Reference Molera, Pradell, Salvadó and Vendrell-Saz1999; Matin Reference Matin2019). The glaze opacity is produced by the interaction between the tin-based crystals that are dispersed in a glaze matrix and the incident light, which results in the reflection and scattering of light (Vendrell et al. Reference Vendrell, Molera and Tite2007). The resulting opaque glazes were significant in that, when applied over the entire surface of ceramics, they completely disguised the ceramic bodies and provided a smooth background onto which decorations could be applied. Such glazing technique radically revolutionised the production of ceramics in the Islamic lands and subsequently in Europe.
Figure 4 Backscattered SEM photomicrograph of a section through opaque yellow glaze into the body of a Yellow Glazed Family (YGF) sherd from Al-Mina. Yellow glaze showing a scatter of lead-stannate particles (white), air bubbles, and undissolved quartz particles.
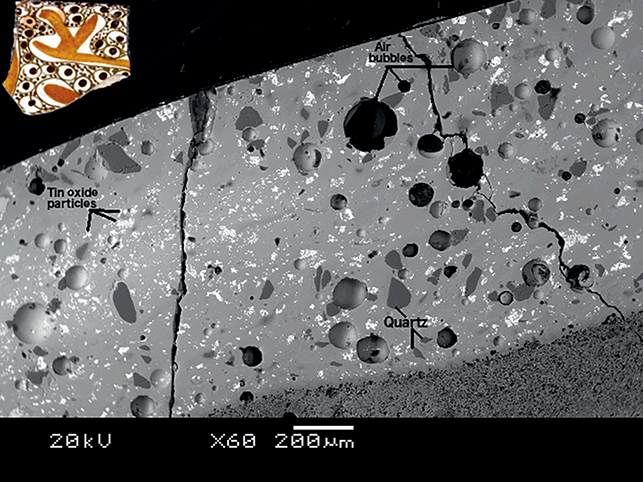
Figure 5 Backscattered SEM photomicrograph of a section through opaque white glaze into the body of a lustre-painted sherd from Samarra. White glaze showing a scatter of tin oxide particles (white), air bubbles, and quartz/feldspar particles.
The use of tin-based opacifiers was preceded by that of antimony-based opacifiers (i.e., lead antimonate yellow and calcium antimonate white), which were first used in Egypt and the Near East in the production of opaque glasses in the mid second millennium BCE and then continued in use until about the fourth century CE (Turner and Rooksby Reference Turner and Rooksby1961: 3–5). However, in the fourth century CE, the Roman and Byzantine worlds switched to lead stannate and tin oxide for the production of opaque glasses, most commonly used in mosaic tesserae (for a review see Matin Reference Matin2019). At the same time as the switch in glass opacifiers, glassmakers also switched from antimony to manganese as the decolorant used to counter the effect of small quantities of iron impurities in the glass. Recently, Degryse et al. (Reference Degryse, Gonzalez, Vanhaecke, Dillis and Ham-Meert2024) have used lead and re-evaluated antimony isotope analyses to show that the most likely source of stibnite (Sb2S3) for late Roman decoloured natron glass was the mines of Dacia in Romania. Therefore, the switch to manganese as the glass decolorant occurred at the time that Dacia was lost to the Roman Empire. Although, because of its high lead content, it is not possible to prove that the stibnite used to produce lead antimonate yellow came from Dacia, the fact that the switch in opacifier and decolorant occurred at more-or-less the same time makes this probable.
Around the time of the arrival of Islam in the Eastern Mediterranean in the eighth century CE, potters adapted the Roman and Byzantine techniques of yellow lead stannate and white tin oxide opacification of glasses to produce, first, yellow and, later, white opaque glazes (Tite et al. Reference Tite, Watson and Pradell2015; Matin et al. Reference Matin, Tite and Watson2018; Fiorentino Reference Fiorentino2021). The earliest examples are Coptic Glazed Wares painted with lead stannate yellow glaze in discrete bands, found in several Umayyad-period sites (see Section 3.1.1). This technique was later developed to cover the overall surface of ceramics by lead-tin-oxide yellow or tin oxide white glazes, in the so-called Yellow Glazed Family wares of Syria and Palestine. From around the ninth century CE, lead-tin oxide yellow and tin oxide white glazes were used in the Samarra-type wares of Abbasid Mesopotamia. The opaque white glazed wares of Samarra-type pottery thrived as one of the most important and widely exported ceramics of the Islamic World (see Section 3). Subsequently, tin oxide white glazes spread throughout the Islamic world and became the mainstream opaque glazing technique used on medieval Islamic pottery.
The technology of tin-based opacification is based on one key ingredient: lead-tin calx. Lead-tin calx is the fine powder that is left after a mixture of lead and tin metals has been calcined (oxidised) by heating in air to their melting point and beyond to temperatures above 600°C, while occasionally stirring the mixture. The resulting calx powder varies in colour from whitish yellow, when lead content is negligible, to deep yellow, when it contains lead in considerable amounts. The calcination reaction, as outlined below, is controlled by the composition of the mixture.
 (1)
(1)
 (2)
(2)
 (3)
(3)
For tin oxide white glazes, the Pb/Sn ratio was kept less than the stoichiometric requirement of 3.5 for the formation of Pb2SnO4 in the reaction (3). Hence only the calcining reactions (1) and (2) occurred and the resulting calx would have contained a mixture of PbO and SnO2, in addition to some unreacted SnO, Pb, and Sn. This type of lead-tin calx could have been used as a white colorant and opacifier in archaeological glass and glazes. The calx could have been mixed with either silica by itself, a mixture of silica and alkalis, or a pre-prepared glassy frit, and subsequently refired to produce a glass or glaze opacified by SnO2 particles.
For opaque yellow glazes, the Pb/Sn ratio needed to be sufficient or more than the stoichiometric requirement of 3.5, so that the reactions (1), (2), and (3) were completed. The resulting calx powder therefore contained a combination of PbO, SnO2, and Pb2SnO4, in addition to some unreacted SnO, Pb, and Sn. Previous XRD analysis of replicated lead-tin calces with Pb/Sn ratios of 7 and 30 fired to 600°C and 800°C confirmed that the calx mixture contained lead-tin oxide type I (Pb2SnO4), cassiterite (SnO2), massicot (PbO, orthorhombic structure), and litharge (PbO, tetragonal structure) (Matin et al. Reference Matin, Tite and Watson2018). The subsequent treatment of the calx depended upon the concentrations of alkalis in the final glass or glaze product. On this basis, the calx which contained Pb2SnO4 would have been subsequently treated in two different ways, namely lead-tin anima and lead-tin alkali frit.
To produce lead-tin anima, the calx was mixed with silica (SiO2) and heated to above approximately 800°C to directly produce lead-tin-oxide yellow colorant and opacifier. During firing, variable amounts of SiO2 substituted for SnO2 in Pb2SnO4 (type I) which caused a crystalline conversion to Pb(Sn,Si)O3 (type II) structures (Rooksby Reference Rooksby1964; Kühn Reference Kühn1968; Clark et al. Reference Clark, Cridland, Kariuki, Harris and Withnall1995; Matin et al. Reference Matin, Tite and Watson2018). For this procedure to happen, the amounts of alkalis present must have been kept negligible (i.e., less than about 2 wt%). In the presence of alkali salts, a different set of reactions occur. Again, previous experiments demonstrated that during firing of a mixture of a calx, which contained Pb2SnO4 with silica and alkalis, Pb(Sn,Si)O3 crystals decomposed and secondary SnO2 crystals precipitated from the melt, and as a result, the colour of the glass or glaze changed from yellow to white (Matin et al. Reference Matin, Tite and Watson2018). In order to prevent this dissolution from happening in alkali-rich compositions, the Pb2SnO4-containing calx was first mixed and heated with silica. The anima was then mixed with either pre-prepared alkali glass or alternatively with silica and alkalis and subsequently fired to produce primarily yellow glazes on ceramic tiles.
Producing lead-tin alkali frit required direct mixing of Pb2SnO4 containing calx (Pb/Sn > 3.5) with silica and alkalis and firing the mixture to temperatures above approximately 750°C which, depending upon the exact composition of the mixture, resulted in the dissolution of the lead-tin oxide and consequent precipitation of tin oxide particles and as a result, a white opaque alkali frit would form. The main application of this method was in opaque white pottery glazes as early as the eighth century in the Eastern Mediterranean (see Section 3.1.2), which continued as a primary glazing method in the Middle East, Central Asia, and Europe until the nineteenth century.
2.2 Lustre Decoration
Lustre is a thin (100 nm to 1 μm) decorative layer made of silver and/or copper nanoparticles that lies just beneath the surface of glass or glazed ceramic objects and provides them with metallic and iridescent appearance. The production of lustre was one of the most sophisticated technologies and required rigorous control of various factors. The lustre paint was a mixture of salts of silver and/or copper and a sulphur-containing compound, usually combined with an organic medium or clay to provide adhesion and workability. After the paint was applied on the surface of a finished glazed ceramic, the vessel was fired for the second time in a reducing atmosphere at approximately 500–600°C to avoid softening of the underlying glaze. Subsequent to this second firing, residues of unreacted lustre pigment were rubbed away from the glaze surface, revealing the lustre layer.
The reaction processes that took place during firing were crucial for the successful formation of lustre and involved two main stages. During the first stage, an ionic exchange between copper (Cu+ or Cu2+) and/or silver (Ag+) cations in the lustre paint and the alkalis (Na2O and K2O) in the underlying glaze took place which resulted in the diffusion of copper/silver ions into the glaze.
During the second stage, the copper and silver cations in the glaze surface were reduced to metallic forms (i.e., Cu or Ag) to produce a thin layer of metallic nanoparticles (usually between 5 and 50 nanometres in diameter). The role of sulphur-containing compounds is critical in both these stages. In the first stage of the ionic exchange, the reaction of sulphur with copper and silver salts leads to enhanced diffusivity of copper and silver cations into the glaze. Sulphur also produces a locally reducing atmosphere which is necessary for the reduction of silver and copper cations to metallic forms in the second stage and the subsequent production of lustre layer. The composition of the underlying glaze also affected the final appearance of the lustre. As noted, the inclusion of alkalis in the glaze was vital for a successful ionic exchange with the lustre layer. Replication experiments by Molera et al. (Reference Molera, Bayes, Roura, Crespo and Pradell2007) also demonstrated that the presence of lead in the glaze enhanced the metallic shine of the lustre decoration and resulted in the formation of a more highly concentrated nanoparticles layer (Pradell Reference Pradell, P. Dillman and Nenner2016: 14–15).
The colour and iridescent appearance of the final lustre can be variable and related to the optical response of the metal nanoparticles which often depends on their shape, size and concentration (Pradell Reference Pradell, P. Dillman and Nenner2016: 19–35). Pradell et al. (Reference Pradell, Molera, Smith and Tite2008) showed that in general the Cu/Ag ratio in the original recipe determines the colour: yellow and green lustre tones were produced by silver-dominated paints, and amber, brown, and red by copper-dominated paints. If copper and silver ions dissolved or formed crystalline compounds in the glaze, different shades of yellow to green were produced.
Historical recipes for lustre provide unique insights into the ingredients and the processes of preparation that may not be otherwise understood given that the composition of the final lustre is different from that of the initial recipe. Jabir Ibn Hayyan’s treatise (c. 721–815 CE) provides recipes for lustre on glass (Al-Hassan Reference Al-Hassan2009). Recipes for lustre on glazed ceramics are given in the fourth chapter of Jawāhir-Nāmeh-yi Nizāmī by Jowhari Nishaburi, dated 1196 CE, and in the final chapter of Arāyis al-Jawāhir va Nafāyis al-Atāyib by Abu’l Qasim Kashani, dated 1301 CE (Matin Reference Matin and Watson2020). The main ingredients were added either in the form of metallic copper/silver, burnt or roasted silver/copper (with impurities of metallic oxides), or silver/copper burnt with sulphur (Ag2S and CuS). Sulphur was introduced either as a primary ingredient or from the decomposition of sulphur-containing compounds such as vitriol, alum (K₂SO₄.Al₂(SO₄)₃.24 H₂O), cinnabar (HgS), realgar (AsS), marcasite (FeS2), or arsenopyrite (FeAsS). Other metallic oxides, such as hematite (Fe2O3) or pyrolusite (MnO2), were also added perhaps to act as reducing agents for silver/copper cations but also to act as colorant in the glaze; for instance, iron oxide produced pale green to yellow/brown and black, and manganese oxide produced purple to weak yellow/brown. The ingredients were ground (and sieved), mixed with vinegar or grape juice, and painted on vessels which were then fired in a specially designed kiln that was used to generate smoke and maintain a reducing atmosphere (Matin Reference Matin and Watson2020: 484–485).
The earliest lustrewares emerged as part of the large corpus of Samarra-type pottery dated to ninth century CE (Section 4). From the late tenth century CE, and following the decline of the Abbasids, the production of lustrewares spread to Fatimid Egypt and subsequently to Northern Syria and Iran (Sections 4 and 5). The earliest Egyptian lustrewares appear on clay-based bodies but much of their development appear later on stonepaste bodies in Egypt, Syria, and Iran.
2.3 Stonepaste Bodies
Stonepaste ceramics (also referred to as quartz-frit, fritware, and faience), which consist of a crushed quartz body bonded together by a glassy phase, were likely first produced in Egypt during the eleventh century CE (Mason and Tite Reference Mason and Tite1994), and were subsequently extensively produced throughout the Islamic Near East, particularly for finewares (Henderson Reference Henderson, Atasoy and Raby1989; Tite et al. Reference Tite, Wolf and Mason2011).
Abu’l-Qasim’s treatise on the production of tiles and other ceramic objects in Iran, dating to about 1300 CE, describes stonepaste bodies as being made from some ten parts crushed quartz, one part crushed glass and one part fine white clay (Allan Reference Allan1973). In the production of ceramics from this mixture, the clay provided the plasticity necessary for forming the quartz-rich body, and then, during firing, reacted with the glass fragments and, to a varying extent, with the crushed quartz to produce an extensive network of interparticle glass that bonded together the quartz body. The result was a hard, white body.
Table 1 provides a summary of representative compositions of selected Islamic stonepaste bodies from their beginnings in the eleventh century CE up until sixteenth century CE. Typically, the quartz contents are in the range 82–93 wt% SiO2; the alumina contents, which provide a measure of the added clay, are in the range 2–6 wt% Al2O3; and the alkali contents, which provide a measure of the added glass, are in the range 2–5 wt%
 . In addition, in the case of Iznik ware, 1 wt% PbO contributes to the added glass. The principal exceptions to these concentration ranges are the ceramics from Moshkin Tepe and the Jahan-Nama site in Isfahan, Iran, which contain lower quartz contents with higher alumina and alkali contents; and the so called ‘proto- stonepaste’ ceramic from Fustat (Fu P24).
. In addition, in the case of Iznik ware, 1 wt% PbO contributes to the added glass. The principal exceptions to these concentration ranges are the ceramics from Moshkin Tepe and the Jahan-Nama site in Isfahan, Iran, which contain lower quartz contents with higher alumina and alkali contents; and the so called ‘proto- stonepaste’ ceramic from Fustat (Fu P24).
The higher alumina contents of the stonepaste bodies from Moshkin Tepe and Jahan-Nama are likely due to the use of a high-alumina kaolinitic clay (Matin Reference Matin2022; Aarab et al. Reference Aarab, Shojaee-Esfahani, Xu and Yang2025) which has the advantages of having high plasticity and being white firing. However, such clays are refractory and therefore, require a higher firing temperature. This explains the observed higher alkali contents of the Moshkin Tepe and Jahan-Nama stonepaste bodies compared to the other stonepaste bodies included in Table 2. Furthermore, the alkali-to-clay ratios (i.e., (
 )/Al2O3) tend to be higher in Moshkin Tepe Group II ceramics which exhibit more extensive vitrification.
)/Al2O3) tend to be higher in Moshkin Tepe Group II ceramics which exhibit more extensive vitrification.
In their 1994 paper on the beginnings of Islamic stonepaste ceramic production, Mason and Tite suggested that an important step in its evolution, after the move of potters from Abbasid Iraq to Fatimid Egypt during the later tenth century CE, was the production of, what they termed, ‘a proto-stonepaste ceramic’ which consisted of some five parts clay to which two parts crushed quartz and three parts glass were added. Subsequently, the amount of added crushed quartz was significantly increased whilst the amounts of clay and glass were reduced to achieve the relative proportions of the three components described in Abu’l-Qasim’s treatise.
However, this evolution of the stonepaste technology proposed by Mason and Tite (Reference Mason and Tite1994) has recently been questioned by Matin and Ownby (Reference Matin and Ownby2023). Based on a technological investigation of a group of eleven lustre and incised ware sherds from the rubbish grounds of Fustat (i.e., Old Cairo) in Egypt, which had previously been selected and studied art historically by Watson (Reference Watson and Barrucand1999a), they argued that an alternative explanation for the evolution of stonepaste production was achieved by the addition, in Egypt, of large amounts of crushed quartz to what had previously been clay bodies. Group I, the earliest samples, either did not include any glass fragments or contained only a few fragments (Figure 6a). As the technology developed, the amount of glass fragments added was increased significantly, and the result was the expected and required highly vitrified, compact, and white bodies, that is, Group II ceramics (Figures 6b and c).
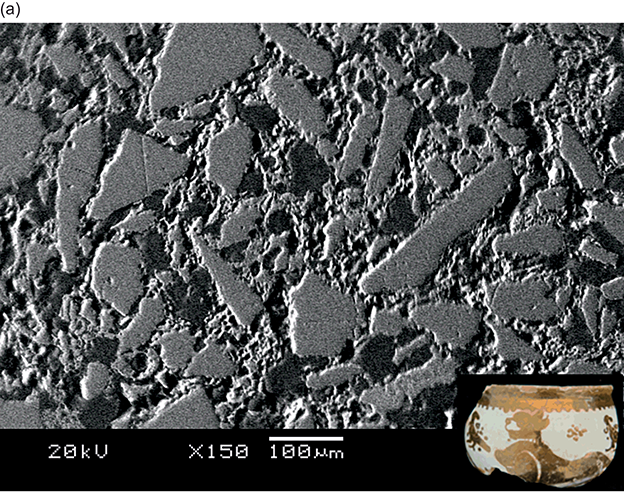
(a) a lustre-painted sherd with the stonepaste Group I type body showing a stonepaste body made of fine-grained quartz with limited vitrification and no glass fragments
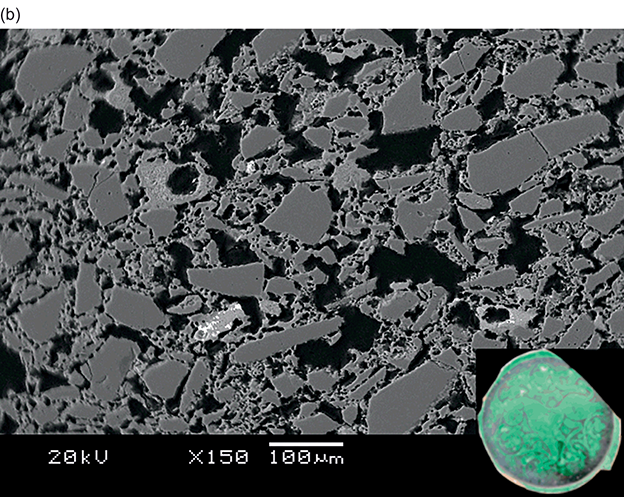
(b) a Fustat Fatimid Sgraffito (FFS) sherd with the stonepaste Group II body showing a stonepaste body made of fine-grained quartz with some glass fragments
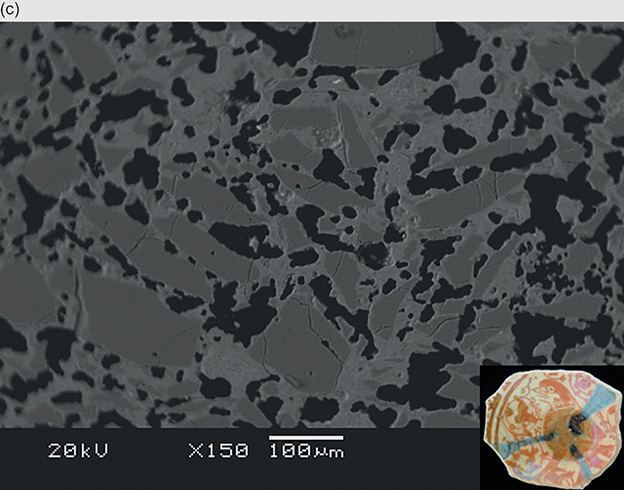
(c) a lustre-painted sherd with the stonepaste Group II type body showing extensive vitrification
Figure 6 Backscattered SEM photomicrograph of stonepaste bodies of sherds from Fustat.
Although siliceous bodies were used in the production of glazed ceramics in Iran in the Achaemenid (c.539–330 BCE) (Tite and Shortland Reference Tite, Shortland, Stoller, Slotta and Vatandoust2004), it seems most unlikely that any knowledge of this technology survived into the Islamic period. However, wasters of Egyptian faience, which was produced using quartz-based bodies from the late fifth millennium BCE onwards (Matin and Matin Reference Matin and Matin2012), have been found in a medieval Islamic context in Fustat and Iran. This suggests that the production of faience was still continuing when the stonepaste technology emerged. The possibility for the Egyptian faience technology to have been the precursor to stonepaste ceramic bodies appears plausible, but at present, there is no direct evidence for this association.
It is generally argued that the introduction of stonepaste bodies was inspired, in part, by a desire of the Islamic potters to imitate imported Chinese porcelains without the necessity of access to an abundance of white firing clays and to a high temperature firing technology (Mason and Tite Reference Mason and Tite1994). The fact that the monochrome incised wares produced in Fatimid Egypt in the eleventh century CE are clearly imitations of Song Dynasty qingbai porcelains supports this hypothesis. In addition, the predominance of stonepaste over clay bodies in the production of fineware ceramics from the Islamic Middle East probably also, in part, reflects the fact that quartz, as the major component of stonepaste bodies, was the same as far as the potter was concerned wherever it was found. Thus, when potters were moving from one area to another, quartz was a more ‘predictable’ material than the local clays whose properties would have had to have been carefully assessed before use if they were to form the bulk of the body. In contrast, when clay made up only some 10 wt% of the body, there would have been greater flexibility in what were acceptable properties.
Subsequent to the move of potters from Egypt towards the end of the eleventh century CE, the stonepaste technology reached Syria, Iran and beyond where it was used in the production of the great majority of Islamic fineware ceramics. A number of stonepaste workshops in India and Uzbekistan have survived to the present day. The last few remaining in Iran, in the cities of Shahreza, Meibod and Natanz, ceased production during the last ten years.
Compared to clay bodies, stonepaste bodies were more difficult to work. With the clay content usually around ten percent or less, they represented significantly less plasticity and workability, showcasing the potters’ skills at their best working on pottery wheels or using moulds. Due to their reduced clay content, stonepaste bodies had fewer issues associated with clay bodies, such as water absorption or shrinkage. Being mainly composed of quartz, stonepaste bodies were particularly susceptible to thermal shocks during firing, such as the alpha-beta phase transition in quartz at about 570°C. Therefore, biscuit firing of stonepaste bodies could particularly increase the risk of pieces breaking in the kiln. Ethnographic reports from nineteenth-century stonepaste production in Iran by Centlivres-Demont (Reference Centlivres-Demont1971: 38–40), Wulff (Reference Wulff1966: 166), and Bazl (Reference Bazl, Pope and Ackerman1939: 1704–1705) all suggested that stonepastes were raw-glazed, and thus far, no biscuit wasters have been found at any archaeological stonepaste production sites. However, without replication experiments, the full extent of different factors remains unclear.
2.4 Glazes
2.4.1 Glaze Types and Compositions
Table 2 provides a summary of representative compositions of transparent and opacified Islamic glazes from the eighth to sixteenth centuries CE. The high lead glazes (60–67 wt% PbO, < 2 wt%
 ) were used for all the yellow glazes opacified with lead stannate, as well as for some white glazes opacified with tin oxide and some transparent glazes. Lead-alkali glazes (15–45 wt% PbO, 4–14 wt%
) were used for all the yellow glazes opacified with lead stannate, as well as for some white glazes opacified with tin oxide and some transparent glazes. Lead-alkali glazes (15–45 wt% PbO, 4–14 wt%
 ) were used extensively for the white glazes opacified with tin oxide, as well for the transparent glazes. A small number of lead-alkali glazes with the lowest lead oxide contents are, perhaps, better termed alkali-lead glazes (4–5 wt% PbO, 10–12 wt%
) were used extensively for the white glazes opacified with tin oxide, as well for the transparent glazes. A small number of lead-alkali glazes with the lowest lead oxide contents are, perhaps, better termed alkali-lead glazes (4–5 wt% PbO, 10–12 wt%
 ). Finally, soda-lime glazes (10–22 wt% Na2O, 5–12 wt% CaO+MgO) were also extensively used for the transparent glazes.
). Finally, soda-lime glazes (10–22 wt% Na2O, 5–12 wt% CaO+MgO) were also extensively used for the transparent glazes.
Following on from Roman and Byzantine potters (Armstrong et al. Reference Armstrong, Hatcher, Tite and d’archimbaud1997; Walton and Tite Reference Walton and Tite2010), Islamic potters again produced the transparent high lead glazes either by applying lead oxide (or some other lead compound) by itself to the surface of the pottery body, or by applying a mixture of lead oxide-plus-quartz. With both methods, a small amount of clay can be included in the glaze slurry, and the application can be to either unfired or biscuit fired bodies. A further variation is that the lead oxide-plus-quartz mixture can be applied either in the raw state or after pre-fritting. As shown by Hurst and Freestone (Reference Hurst and Freestone1996), the two primary glazing methods can be distinguished by subtracting the percentages of lead oxide and any intentionally added colorant (e.g., copper oxide) from the glaze composition, and renormalising the resulting composition to 100%, as shown in the following equation:
 (2.4)
(2.4)
where Ci is the concentration of oxide i in the glaze and Ci* is the adjusted concentration of oxide i. This adjusted glaze composition is then compared with the composition of the body. When glazing was by the application of lead oxide by itself, the adjusted glaze and the body compositions should be the same. In contrast, when glazing was by the application of a lead oxide-plus-quartz mixture, the silica content of the adjusted glaze should be higher than that of the body, and the alumina and other oxide contents should be lower.
Similarly, following on from the Seleucid (c.310–250 BCE), Parthian (c.250 BCE–226 CE) and Sassanian (226–637 CE) ceramics produced in Mesopotamia (McCarthy Reference McCarthy1996), Islamic potters used soda-lime glazes produced from a soda-rich plant ash. However, soda-lime glazes appear to have been used much less frequently than high lead glazes. Instead, Islamic potters made extensive use of a hybrid lead-alkali glaze containing a very wide ranges of both lead oxide and alkali contents. One reason for extensive use by Islamic potters of glazes with a significant lead content is that a lead-tin calx is a key ingredient in the production of opaque white and yellow glazes, opacified respectively with tin oxide and lead stannate, which represents an important innovation introduced by Islamic potters (Section 2.1). Also, as a result, there are no tin-opacified soda-lime Islamic glazes.
In addition, high lead glazes have a number of advantages as compared to soda-lime glazes (Tite et al. Reference Tite, Freestone and Mason1998). First, because of the solubility of the alkali in water, the preparation and application of alkali glazes are more difficult than in the case of lead glazes. Second, a key advantage of lead glazes is that they provide a broad melting range. This results in a larger temperature window for firing the glaze, which is particularly significant in traditional ceramic kilns where temperature variations of up to 100°C could occur across different areas of the kiln. Further, the broad melting range also enables a more gradual transition from solid to liquid state during firing which allows the glaze to fully react and mature, resulting in smoother surfaces and better glaze bonding. In addition, lead glazes allow for better matching of thermal expansion with that of the body again reducing the risk of glaze ‘crazing’ during cooling; and their lower surface tension, as compared to that of alkali glazes, results in better ‘wetting’ properties which reduces the risk of glaze ‘crawling’. Finally, lead glazes exhibit greater optical brilliance which increases with increasing lead content.
One advantage of lead-alkali glazes is that, as compared to high lead glazes, they have a higher viscosity in the molten state, resulting in a reduced mobility of the colorant ions and therefore, less running and merging of the associated colours. In addition, one potential problem with all lead glazes is the risk of reduction of lead oxide to lead metal which results in blackening and blistering of the glaze, and this risk is reduced as the lead content of the glaze is reduced. A further possible influence on the choice between high lead and lead-alkali glazes is the relative availability and cost of lead and soda-rich plant ash, depending on prevailing political and economic circumstances.
2.4.2 Glaze Colorants
In the production of glazed ceramics from their beginnings in fourteenth century BCE in Mesopotamia (Paynter Reference Paynter, Shortland, Rehren and Freestone2008), through the Seleucid (c.310-250 BCE), Parthian (c.250 BCE–226 CE) and Sassanian (226–637 CE) periods again in Mesopotamia (McCarthy et al. Reference McCarthy1996), to the Roman and Byzantine periods (Armstrong et al. Reference Armstrong, Hatcher, Tite and d’archimbaud1997; Walton and Tite Reference Walton and Tite2010), only a copper blue-green colorant was used until the emergence of Islamic glazed ceramics in the eighth century CE. By adapting the techniques employed by Byzantine glass workers, Islamic potters progressively extended their range of glaze colorants, both through the use of additional colorant ions dissolved in the glaze, and by the introduction of particulate colorants.
The principal ion-based colorants used by Islamic potters were copper (Cu2+) for a range of blue-green colours, cobalt (Co2+) for an intense blue colour, and manganese (Mn3+) for a purple colour. In some cases, with the cobalt and manganese colorants, either the original mineral phases used as colorant are not entirely dissolved or new mineral phases precipitate. As a result, the colorant can have a particulate component as well providing ions in solution in the glaze.
The colour associated with copper ions depends first on the composition of the glaze in which it is dissolved. Thus, according to Weyl (Reference Weyl1951: 163–167), copper ions produce a blue colour in an alkali-lime glaze, a turquoise colour in lead-alkali glaze, and a green colour in a high lead glaze. According to Ligand theory, these changes are the result of the stretching of electron orbitals which results in a change of wavelength. In addition, the nature of green colour of the glaze changes when other colorant ions, such as cobalt, iron, and chromium, are dissolved in the same area as the copper ions.
The particulate colorants first used by Islamic potters were their newly introduced opacifiers (Section 3.1), lead stannate yellow and tin oxide white. In addition, lead antimonate reappears as a yellow opaque colorant in Egypt in tenth century (Section 4.1.1) from where it spread to Tunisia and Sicily (Section 5.1.2).
The two other particulate colorants used by Islamic potters are bole red, which consists of a glassy frit containing a very fine mixture of quartz and haematite particles, and chromite black. Bole red appears to have been occasionally used as a colorant in the production of Raqqa underglaze decorated ware in the thirteenth century CE (Section 4.3.3). However, bole red was extensively used in the decoration of the later Iznik ‘Rhodos’ ware from about 1560 CE onwards.
Chromite black is an oxide mineral of the spinel group which can be represented by a chemical formula of the type FeCr2O4, where varying amounts of magnesium can substitute for the iron, ultimately forming MgCr2O4; and varying amounts of aluminium can substitute for the chromium, ultimately becoming FeAl2O4 (i.e., hercynite). In addition, as first observed in Iznik ware glazes (Tite Reference Tite1989), chromite particles sometimes contain relatively significant amounts of copper, manganese, cobalt and nickel, which have diffused from the adjacent decorative colorants. Crushed, angular particles of chromite, which do not dissolve and diffuse within the glaze, were used to produce fine, black to dark-green linear underglaze decoration. As a refractory pigment, chromite was used to draw black to dark-green lines which prevented other coloured glazes from blending into each other.
Chromite was used as a pigment through much of the Islamic world. Its early application appears to be associated with slip-painted wares of Eastern Iran (Section 5.1.1), later extending to underglaze decorated (Section 5.2) and mina’i (Section 5.2.2) wares of Iran, as well as being used for Raqqa-type underglaze decorated wares of Syria (Section 4.3.3). Subsequently, its use is noted in Anatolia, first, by Seljuq potters (Section 6.1) and later, by Ottoman potters in the decoration of Miletus ware (Section 6.4) and Iznik ware (Section 6.5).
Two other decorative techniques used by Islamic potters were lustre decoration, as discussed in Section 2.2, and sgraffito decoration produced in Egypt (Section 4.1.2) in which incisions or carvings are made through an applied slip to reveal the contrasting colour of the underlying body.
In addition, the technique of cuerda seca, in which chromite was used to draw black to dark-green lines in order to prevent adjacent coloured glazes from blending into each other, began to be used in Iran in the Timurid period from the mid fourteenth century CE onwards, principally in the production of tiles rather than ceramic vessels (O’Kane Reference O’Kane, Bloom and Blair2011). However, being towards the end of the period, during which the majority of the ceramics considered in this paper date, the cuerda seca technique is not discussed further.
2.4.3 Inglaze, Overglaze, and Underglaze Methods of Decoration
The three methods used to decorate glazed ceramics are inglaze, overglaze (or onglaze), and underglaze decoration. The inglaze technique involves applying decoration onto the surface of an unfired glaze, and allowing it to mature simultaneously with the glaze during firing. Second, the overglaze technique entails adding decorations to pottery after it has been glazed and fired. Once the decoration is applied, the pottery undergoes a further firing. Lustreware stands as the earliest example of overglaze decoration in the Islamic world. Another type of Islamic overglaze decorated pottery is represented by the Persian enamelled mina’i wares (e.g., see Figure 7). Finally, the underglaze technique involves painting directly onto the ceramic body, which is subsequently covered by a transparent glaze and fired (e.g., see Figure 8). This technique represents the final significant technological innovation in medieval Islamic pottery, and was initially extensively practiced in Iran, Egypt, and Syria in the twelfth and thirteenth centuries CE, later spreading to Anatolia and China.
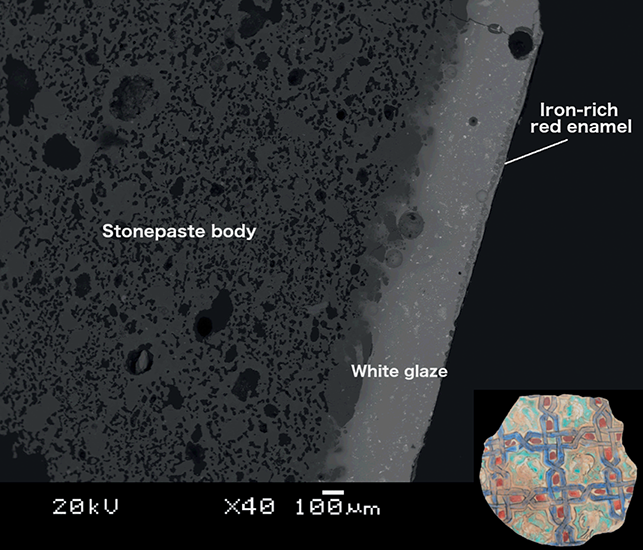
Figure 7 Backscattered SEM photomicrograph of a section through white glaze into the stonepaste body of a Persian mina’i sherd. The opaque white glaze is opacified by tin oxide particles, with a layer of iron-rich red enamel applied on top of the white glaze. The enamel shows as the darker part on the surface of the glaze. The stonepaste body appears to be highly vitrified (Victoria and Albert Museum, acc. no. 625.1868(6)).
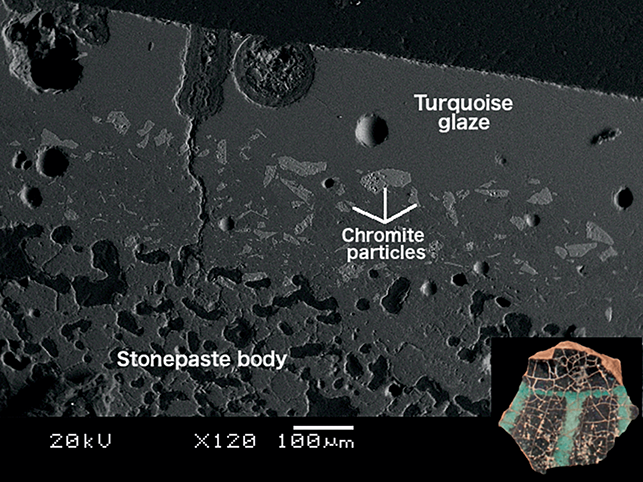
Figure 8 Backscattered SEM photomicrograph of a section through transparent turquoise glaze into the stonepaste body of an underglaze painted sherd from Moshkin Tepe, although it does not appear to be a local production. The black chromite pigment is applied on the surface of the stonepaste body and covered with a transparent turquoise glaze.
3 Eastern Mediterranean and Southern Mesopotamia
The establishment of the Islamic state in the seventh century brought about major political changes. These events, however, spurred little immediate cultural impact that can be identified in the ceramics of the first Islamic decades. The styles and technologies of seventh-century ceramics show little difference from those current immediately in the pre-Islamic period. Archaeological ceramic assemblages are dominated by utilitarian wares, including containers, cooking pots, serving wares (i.e., bowls, plates, and cups), lamps and lanterns, as well as tiles. Glazed wares represent only a small minority. In southern Mesopotamia, the production of Parthian and Sasanian monochrome green- and turquoise-glazed jars continued into the Islamic period, but again little changes took place in this early period.
It was towards the late eighth century that radical changes took place. As Walmsley (Reference Walmsley2007: 54) put it, this transformation process is ‘recognisable as a cultural “punctuation point” due to the decisiveness of the stylistic changes involved’. The material culture evidence often discussed in keeping with this cultural punctuation point is the coinage reform of the Umayyad period. Ceramics, despite the versatility and cruciality of evidence they provide, have largely been neglected. Most notable among the drastic changes that took place in the Eastern Mediterranean in the eighth century were the development of regional fine wares, as well as the emergence of Islamic glazed wares.
3.1 Eastern Mediterranean
During the Roman period, the development and market demand economy for fine tableware pottery was well established across the Eastern Mediterranean (see e.g., Brughmans and Poblome Reference Brughmans and Poblome2016). The most common types, such as fine red-slipped terra sigillata wares of North Africa and Cyprus, had glossy, smooth surfaces despite lacking glaze. The termination of this trade encouraged further regional productions of unglazed fine pottery in the Eastern Mediterranean. By the late eighth century, Jarash bowls, painted red terracotta wares, pale orange wares, as well as Fine Byzantine wares (also known as Palestinian Fine wares; see Walmsley Reference Walmsley2007: 53) developed to replace Late Roman fine wares that had become increasingly unavailable (Walmsley Reference Walmsley2007: 52–54; Rottenborg and Blanke Reference Rottenborg and Blanke2017: 322–323). It was also in this context that Islamic glazed ceramics emerged and represented new technological inventions and styles. The earliest phase of Islamic glazed ceramics is represented by Coptic Glazed wares (CGW), Cream wares, and Hijazi wares, and their further developments into the Yellow Glaze Family (YGF) wares.
3.1.1 Coptic Glazed Wares, Cream Wares, and Hijazi Wares
The term Coptic Glazed Ware (CGW) was first used by Rodziewicz (Reference Rodziewicz1976: 63–64) to designate an assemblage of bowls excavated in Kom el-Dikka, Alexandria, Egypt, that occurred immediately after late Roman levels. Further excavations have identified CGW in various sites across Egypt, Jordan, Palestine, and Syria (for a review see Matin et al. Reference Matin, Tite and Watson2018: 43). Petrographic studies have shown that the light orange-coloured bodies of CGW were made of kaolinitic clay from the Aswan region, Egypt (Matin et al. Reference Matin, Tite and Watson2018; Salinas et al. Reference Salinas, Pradell, Matin and Tite2019; Ting and Taxel Reference Ting and Taxel2020), which confirms earlier propositions of Egyptian manufacture by Rodziewicz (Reference Rodziewicz1976, Reference Rodziewicz1978, Reference Rodziewicz1983) and Whitcomb (Reference Whitcomb1989) based on stylistic forms. CGW are characterised by open dish forms with flat bases, copying styles of Late Roman fine wares (Figure 9a). The bodies are covered with a thin white/greyish slip (Figure 9b; see also, Ting and Taxel Reference Ting and Taxel2020) and either painted and covered with an overall high-lead translucent amber glaze, or decorated in discrete bands with high-lead opaque yellow, green, and/or brown glazes, with some areas left unglazed. The latter type of CGW, decorated with bands of opaque glazes, are significant in that they represent the first examples of the invention and use of tin-based opacification technology of ceramic glazes. Chemical analyses by Ting and Taxel (Reference Ting and Taxel2020: Table 4) and Matin et al. (Reference Matin, Tite and Watson2018: Table 7) have shown 55–75 wt% PbO and up to 2.5 wt% SnO2 and negligible alkalis (< 0.3 wt%
 ) in the opaque glazes. The glazes were opacified by the use of lead stannate type II (Pb(Sn,Si)O3) in the glaze with the Pb/Sn ratios usually greater than 35, representing the calx composition (for the opacification technology see Section 2.1). In the yellow glazes, the lead stannate also acted as the yellow colorant, but in the green and brown glazes, copper oxide and manganese oxide were added respectively as the colorants. For the translucent amber glazes, iron oxide was used as the colorant. The subsequent developments of tin-based opacification of glazes are seen in the so-called Yellow Glazed Family wares (Section 3.1.2) and later in Samarra-type wares (Section 3.2.2).
) in the opaque glazes. The glazes were opacified by the use of lead stannate type II (Pb(Sn,Si)O3) in the glaze with the Pb/Sn ratios usually greater than 35, representing the calx composition (for the opacification technology see Section 2.1). In the yellow glazes, the lead stannate also acted as the yellow colorant, but in the green and brown glazes, copper oxide and manganese oxide were added respectively as the colorants. For the translucent amber glazes, iron oxide was used as the colorant. The subsequent developments of tin-based opacification of glazes are seen in the so-called Yellow Glazed Family wares (Section 3.1.2) and later in Samarra-type wares (Section 3.2.2).

(a) An example of a Coptic Glazed Ware
(b) a typical backscattered SEM photomicrograph of a section through opaque yellow glaze into the slip and body of a Coptic Glazed Ware.
Cream wares (also known as Mefjar ware after their discovery at Khirbat Mafjar near Jericho) were found at various archaeological sites in Syria, Palestine, and Jordan dated to the late eighth to ninth century and were suggested to have been produced in the Syria-Palestine region (see Walmsley Reference Walmsley, Villeneuve and Watson2001). They are characterised by pale cream bodies, often in the form of delicate, thin-walled jars, jugs, and water flasks with incised, appliqué, and moulded decoration. A variety labelled ‘Cream Splash ware’ is suggested by Whitcomb (Reference Whitcomb1991: 53) to have been a close descendant of CGW. Cream Splash wares are similar to CGW both in their open dish forms as well as in the styles of paintings applied under high-lead transparent glazes. Another derivative of CGW were the Hijazi ware, after excavation of assemblages and wasters of glazed wares throughout the Hijaz (Hamed Reference Hamed1988). Hijazi wares exhibit similar painting motifs to CGW, although also often show cross-hatching decoration applied on dark red-orange fabric which Whitcomb (Reference Whitcomb1991: 53) proposed may suggest later developments. Comprehensive compositional and mineralogical analysis of the bodies and glazes of Cream wares and Hijazi wares are still largely lacking which hinders further interpretations on provenance and use of raw materials.
3.1.2 Yellow Glazed Family
Further development and use of CGW decorative techniques is characterised in ceramics excavated throughout Syria and Anatolia, including for instance at Tell Aswad/Raqqa (Watson Reference Watson1999b), Al-Mina (Vorderstrasse Reference Vorderstrasse2005: 75–78), Qinnasrin (Whitcomb Reference Whitcomb1999: 81–83), Antioch (Waagé Reference Waagé1948), and Tarsus (Bagci Reference Bagci2016). The wares were labelled ‘Yellow Glaze Family’ (YGF) by Watson (Reference Watson1999b: 81) after his classification of the sherds from Tell Aswad/Raqqa, and are characterised by their broad-based bowl shapes and the reddish to pale yellow colour of their bodies (see Figure 4). Despite its name, the YGF encompasses not only opaque yellow glazed wares but the first examples of opaque white glazed wares, with green and/or brown decorations. Of all the ceramics found in the above archaeological sites, YGF wares make up one of the main types in the corpus; three-quarters of the excavated glazed sherds in Tell Aswad, for instance (Watson Reference Watson1999b).
YGF wares were made from calcareous clays containing 10–20 wt% CaO. The yellow glazes are of the very high lead type containing greater than 60 wt% PbO and negligible alkali (<2 wt%
 ) and the white glazes of the high lead-alkali type containing 35–50 wt% PbO and 3–6 wt%
) and the white glazes of the high lead-alkali type containing 35–50 wt% PbO and 3–6 wt%
 (Matin et al. Reference Matin, Tite and Watson2018). The yellow glazes were opacified by lead stannate (Pb(Sn,Si)O3) crystals with the Pb/Sn ratios greater than 16, representing the calx composition, and the white glazes by tin oxide crystals with the Pb/Sn ratios varying between 2.5 and 9 (see Section 2.1). In the green and brown glazes, copper oxide and manganese oxide were used as colorants.
(Matin et al. Reference Matin, Tite and Watson2018). The yellow glazes were opacified by lead stannate (Pb(Sn,Si)O3) crystals with the Pb/Sn ratios greater than 16, representing the calx composition, and the white glazes by tin oxide crystals with the Pb/Sn ratios varying between 2.5 and 9 (see Section 2.1). In the green and brown glazes, copper oxide and manganese oxide were used as colorants.
3.2 Southern Mesopotamia
The developments seen in the early Islamic period in Southern Mesopotamia, that is, the region of southern Iraq and western Iran, appear to have been both a continuation and development of earlier pre-Islamic traditions in the region as well as the innovations that took place during the eighth century in the Eastern Mediterranean. While the production of monochrome green and turquoise-glazed jars continued into the Islamic period, new ceramic types with radically novel range of decorations were produced in the ninth century, referred to as the ‘Samarra-type’ pottery after the city they were first excavated. The corpus brought about a transformation in the study of the history of ceramic manufacture and provided unique evidence of production and consumption of fine glazed pottery in the early Abbasid period as well as the dynamics and impact of trade with Tang China.
3.2.1 Monochrome Green- and Turquoise-Glazed Jars
Being one of the most long-lasting pottery traditions, the manufacture of monochrome green- and turquoise-glazed jars in southern Mesopotamia during the Parthian and Sasanian periods continued into the Umayyad and early Abbasid periods. Over the twelve centuries of their production (from third century BCE to tenth century CE), the jars were made using calcareous alluvial clays from Mesopotamia and covered by alkali glazes (see, e.g., Hill Reference Hill2006; Pace et al. Reference Pace, Bianco Prevot, Mirti and Venco Ricciardi2008). The glazes were coloured by dissolved copper but the difference in green and turquoise colours are not currently fully understood. Further subdivisions based on the appearance of glazes, body fabrics, and forms in different assemblages have also been suggested by archaeologists (see, e.g., Priestman Reference Priestman2005: 234–240; Kennet Reference Kennet2004; Boucharlat Reference Boucharlat and Finkbeiner1993). The jars show a considerable variation in sizes, usually from about 20 to 80 cm height, and are decorated by different techniques including appliqué, thumb impressed ridges, and incision. After the eighth century, the range of designs (Priestman Reference Priestman2016: 2–3) and the scale of production expanded, and the jars became a significant object of trade.
The main purpose of these jars was the storage and transport of foodstuffs – especially date and date-syrup, but also oils and cane sugar (Wright Reference Wright1984: 44). They were distributed widely for their contents throughout upper Mesopotamia, East Africa, the Persian Gulf, Southeast Asia, and the Far East (see, e.g., Priestman Reference Priestman2021). In China, archaeological remains of green glazed jars were found as early as the late Eastern Han period (25–220 CE) in a tomb in Hepu. In general, they were mostly associated with the ports of Yangzhou and Guangzhou, where Middle Eastern merchants and communities resided, or at Buddhist monasteries where the contents of the jars would have been valued for their medicinal or ritual purposes (Cheng Reference Cheng2016: 58–63 cited in Wen Reference Wen2018: 324).
By the tenth century, the manufacture of monochrome green- and turquoise-glazed jars went through a decline. The political and social turmoil of the tenth century and the weakening of the Abbasid empire may have been partially responsible. Harvey (Reference Harvey2021) argued, based on the study of early Islamic textual documents, that the prophet’s hadith/saying in which the use of green-glazed jars for the storage or fermentation of date-wine was prohibited may have contributed to such decline. The invention of white tin-opacified glazing technology and the development of the so-called Samarra-type wares may also have been a contributing reason, although green-glazed jars still continued for about a century after the proliferation of Samarra wares.
3.2.2 Samarra-Type Pottery
The Abbasid palatial city of Samarra, Iraq, was founded in 836 CE and abandoned in 884 CE. The excavation of the site before the First World War and the subsequent publication of ceramics by Sarre (Reference Sarre1925) marked a major turning point in the understanding of Islamic ceramics. The so-called ‘Samarra-type’ or ‘Samarra-horizon’ pottery, dated to the middle of ninth century, was characterised by exceptionally fine open bowl shapes, covered by opaque white glaze with a range of inglaze or overglaze decorations (see Northedge and Kennet Reference Northedge, Kennet and Grube1994: 23–25; Whitehouse Reference Whitehouse1979). In addition, the Samarra excavations unearthed an unprecedented number of imported Chinese stonewares of the Tang dynasty. The most typical shapes of Samarra-type wares, typically with shallow curved profiles and a rounded flared rim, were almost exact copies of Chinese wares. The vessels were entirely covered by a background opaque white glaze, imitating the smooth, white surfaces of imported Chinese wares. The white surfaces were then either left plain, or decorated with a range of new innovative techniques executed by local potters, including blue (and green)-on-white, green-splashed, or lustre overglaze decorations (Northedge and Kennet Reference Northedge, Kennet and Grube1994).
The bodies of Samarra-type wares are made of buff-coloured fine-grained Southern Mesopotamian calcareous clays (20–25 wt% CaO), hitherto widely designated as ‘Basra fabric’ (see, e.g., Mason Reference Mason2004; Hallett Reference Hallett2000). It appears, however, that the alluvial geology of the region is very homogenous for the purpose of petrofabric studies, and therefore similar clay types could have been used in various production centres over this vast geographic region. The petrographic fabrics and compositions of the bodies do not appear sufficiently distinctive to make secure suggestions concerning provenance (Matin et al. Reference Matin, Tite and Watson2018: 47; see also, Priestman Reference Priestman2011). In order to avoid any misinterpretation, the term ‘Southern Mesopotamian fabric’ is preferred here which refers to the alluvial plains of southern Iraq and Iran, rather than a specific site of production.
White glazes of Samarra-type pottery are of three compositional types and represent different compositions and microstructures: (1) Alkali glazes containing 12–15 wt%
 and less than 1 wt% PbO. These glazes show a combination of air bubbles, partially reacted quartz and other mineral particles dispersed throughout the thickness but are not opacified by tin oxide particles. This glaze type was widely practiced in southern Mesopotamia during the pre-Islamic period (see, e.g., Paynter Reference Paynter2001). (2) Alkali-lead glazes containing 10–12 wt%
and less than 1 wt% PbO. These glazes show a combination of air bubbles, partially reacted quartz and other mineral particles dispersed throughout the thickness but are not opacified by tin oxide particles. This glaze type was widely practiced in southern Mesopotamia during the pre-Islamic period (see, e.g., Paynter Reference Paynter2001). (2) Alkali-lead glazes containing 10–12 wt%
 and 5–15 wt% PbO. The glazes are opacified by tin oxide particles, with Pb/Sn ratios of approximately 1 (see Section 2.1), as well as containing air bubbles and quartz grains. (3) High lead-alkali type containing 35–50 wt% PbO and 3–6 wt% Na2O+ K2O. The glazes are again opacified by tin oxide with calx Pb/Sn ratios between 2.5 and 9.
and 5–15 wt% PbO. The glazes are opacified by tin oxide particles, with Pb/Sn ratios of approximately 1 (see Section 2.1), as well as containing air bubbles and quartz grains. (3) High lead-alkali type containing 35–50 wt% PbO and 3–6 wt% Na2O+ K2O. The glazes are again opacified by tin oxide with calx Pb/Sn ratios between 2.5 and 9.
Blue-on-White Wares
The blue-on-white and blue plus green-on-white are generally considered to be the earliest wares of the Samarra-type pottery. The glazes are of the alkali-lead and non-tin opacified alkali compositional types. The cobalt pigment was painted in geometric, palmette, or epigraphic patterns into the dry surface of raw glaze and then fired in the kiln. Compositional analyses of the cobalt blue glaze show that the pigment was of the Fe-Co-Zn type. The workshops that produced these wares are not known, but the various methods of painting and ways of pigment preparation (Wood et al. Reference Wood, Doherty and Rosser-Owen2009), as well as their decorative patterns have been tentatively suggested to be related to different workshops (Tamari Reference Tamari and Allan1995: 127–145).
It appears that Samarra-type blue-on-white wares had exerted an influence on the production of the first high fired wares with blue decoration in China. The evidence comes from the Belitung shipwreck, a dhow from the Persian Gulf that sank near the Belitung Island, Indonesia, on its way to the Middle East around the second quarter of the ninth century (Guy Reference Guy and Findakly2005; Smithsonian Institute 2011). The cargo contained three pieces of Chinese blue-and-white Tang stonewares painted in cobalt blue. The designs with palmettes were clearly Islamic, directly similar to those seen on Samarra-type blue-on-white wares. Most probably produced at the Gongxian kilns for the Middle Eastern market, these three dishes represent China’s first high fired wares with cobalt blue decoration (Krahl Reference Krahl2001). The most important development of Chinese blue-and-white porcelain however took place about five centuries later during the Mongol Yuan period, and there is no evidence to support direct technological or stylistic continuation.
Green-Splashed Wares
The green-splashed wares are associated with all three glaze compositional types. The green glazes were coloured by dissolved copper and show elevated zinc contents (see, e.g., Matin et al. Reference Matin, Tite and Watson2018). The origins of the splashed designs have been a subject of controversy. While it has been argued that these were imitation of imported Chinese Sancai wares (see, e.g., Rawson et al. Reference Rawson, Tite and Hughes1988), Watson (Reference Watson, Gonnella, Abdellatif and Struth2014) suggested that the designs were an independent Islamic invention and related to early Islamic glazed wares of the Eastern Mediterranean, commonly used, for instance, on the Yellow Glazed Family wares (see Susa assemblage; see also Wen Reference Wen2018, 297–298).
Lustreware
The lusterwares of Samarra-type pottery represent the first examples of the application of lustre decoration on ceramic glazes (see Figure 5). The intricate patterns are precisely executed and often cover the entire surface of the wares. There are three main groups of lustrewares in Samarra, that is polychrome lustre, ruby lustre, and monochrome golden lustre. Although the chronology of Abbasid lustrewares is still not certain, it is generally agreed that the polychrome and ruby lustrewares dated to the ninth century and monochrome lustre to the tenth century (Northedge and Kennet Reference Northedge, Kennet and Grube1994). The polychrome lustre contained both copper and silver and showed three to five colours. Ruby lustres were rich in copper and monochrome lustres were rich in silver. The lustre decorations were applied over alkali-lime glazes opacified by a combination of air bubbles and unreacted mineral particles, or over tin-oxide opacified alkali-lead glazes. Pradell et al. (Reference Pradell, Molera, Smith and Tite2008) argued that the transition from polychrome to monochrome lustres may have been coincident with that from alkali to alkali-lead glazes. The presence of lead in the underlying glaze facilitated the formation of silver metal particles which may have in turn led to the shift in the production from copper-and-silver-based polychrome lustres to silver-rich monochrome lustres. In some of the lustre and the blue (and green)-on-white decorated wares, grey glazes appear in place of white. It has been unclear whether their application was a deliberate effect or a result of misfiring or weathering during subsequent burial (see, e.g., Northedge and Kennet Reference Northedge, Kennet and Grube1994: 33).
3.2.3 Susa Assemblage
Another key archaeological assemblage of Samarra-type pottery was found in Susa, Iran (Kervran Reference Kervran1977, Reference Kevran1979; Guillermina et al. Reference Guillermina, Peli and Makariou2005). The pottery assemblage includes all the typical wares discussed above (i.e., blue-on-white, green splashed, and lusterwares) as well as a wide range of opaque yellow and white glazed wares. The significance of these latter wares is in that they indicate striking similarities to the earlier Coptic Glazed Wares and Yellow Glazed Family wares of the Eastern Mediterranean, particularly in their shape, design, and glazing techniques. Essentially in the form of shallow bowls with flat bases or low footrings and steep walls, the wares were entirely covered by opaque yellow and white glazes decorated with geometrical designs or with runs of green and/or brown from the rim. The composition of opaque yellow glazes of these Samarra-type wares are similar to those of Coptic and Yellow Glazed Family wares of Eastern Mediterranean, containing very high lead oxide contents (> 60 wt% PbO) and opacified by the proliferation of lead-stannate crystals. The green and brown glazes were again achieved using respectively copper and manganese oxides which have blended into underlying tin-opacified white glaze (Matin et al. Reference Matin, Tite and Watson2018).
The evidence from the Susa assemblage further reinforces the connections with the earlier ceramic inventions that had taken place in the Eastern Mediterranean. The eastwards transfer of technologies and styles from the Eastern Mediterranean to Mesopotamia may have been related to the movement of the Islamic capital from Damascus, Syria, to Baghdad, Iraq, after the overthrow of the Umayyads by the Abbasids in 762 CE, which may have encouraged the migration of craftspeople and technologies.
4 Egypt and Syria
‘Al-Fustat of Misr in the present day is like Baghdad of Old. I know of no city in Islam superior to it’. Al-Muqadassi (quoted in Hourani Reference Hourani1995: 79) wrote in about 983/4 CE, some fifteen years after the conquest of the Fatimids in Egypt. The Fatimid period in Egypt (969–1171 CE) was one of abundant construction, agricultural and industrial productivity, and a well-established network of trade. Meanwhile, Iraq under the Abbasids was experiencing political and economic instability leading to the migration of people and knowledge to Egypt, which was rapidly becoming a thriving centre of commerce and innovation. This movement is evident in the ceramics of this period, as early Egyptian lustrewares showed monochrome lustre designs that were similar to those practiced in Abbasid Iraq. Given the intricate complexity of the lustre technique, it is challenging to envision means of knowledge exchange other than the movement of the potters and their skills. However, potters in Egypt used local Nile alluvium clay to produce ceramic bodies, rather than the southern Mesopotamian calcareous clay that was used on Samarra-type wares. It also appears that the white tin-opacified glazes have lead/tin ratios different than those of Samarra-type pottery which conveys the use of different calx recipes in Egypt.
The favourable economic conditions in Fatimid Egypt also encouraged new innovations in ceramic production. A variety of new glaze colorants were introduced, such as lead antimonate yellow for use in polychrome wares (Section 4.1.1), and the use of cobalt blue expanded beyond Iraq to Egypt. During the Fatimid Dynasty, the centre of maritime trade with the Far East shifted from the Persian Gulf to the Red Sea, leading to an influx of imported Chinese porcelains in Egypt. To provide more affordable alternatives to these imported Chinese porcelains, potters developed stonepaste bodies that resembled the whiteness and compactness of Chinese porcelain. This development of stonepaste appears to have been an Egyptian innovation, as there is evidence of experimental phase closely linked to the production of lustrewares and the so-called Fustat Fatimid Sgraffito wares.
It has been suggested that stonepaste ceramic technology was transmitted from Egypt to Syria and Iran. This hypothesis is supported by two main factors. Firstly, there has so far been no evidence of an experimental phase in either Syria or Iran, which suggests that the technology was likely introduced from outside these regions. Additionally, the Syrian Tell Minis lustrewares, which are the earliest known Syrian lustrewares, bear a striking resemblance to Egyptian lustrewares, further supporting the idea of transfer from Egypt. However, it should be noted that in Syria, the earliest stonepaste ceramics are represented by the incised and carved decorated wares, rather than lustrewares. According to Tonghini (Reference Tonghini1998: 41), further evidence is necessary to determine whether the absence of lustre-decorated stonepaste in the earliest phases of archaeological sites in Syria may simply be due to their limited spread during the initial phase of production.
During the subsequent Ayyubid (1171–1250) and Mamluk (1250–1517) periods in Egypt and Syria, the production of stonepaste pottery continued, with widespread trade and distribution. New decorative styles, including underglaze painting, emerged and despite the ongoing debate about their origins in Syria, Egypt, or Iran, they signify a significant technological advancement that endured for centuries and exerted influence on subsequent ceramic traditions in China (for a full discussion see Section 5).
4.1 Glazed Clay-Bodied Wares
Egyptian and Syrian pottery include a strong tradition of earthenwares with polychrome and incised decoration. While some appear to demonstrate a continuation and further evolution of Byzantine ceramic practices, others, such as lusterware, introduce entirely novel approaches to pottery production in these regions.
4.1.1 Polychrome Glazed Ceramic Production in Egypt
Following on from Coptic Glazed Ware (Section 3.1.1), polychrome glazed ceramics continued to be produced into the second half of the ninth century. These ceramics were previously occasionally referred to as the ‘Fayyumi wares’ after a substantial number of them were discovered in the Italian excavations in the Fayyum region, although no evidence of production or wasters have so far been found. Similar to the Coptic Glazed Wares, the polychrome glazed wares were made of pink bodies using the kaolinitic clay from Aswan and with comparable very high lead glazes (about 60 wt% PbO, < 1 wt%
 ) (Salinas et al. Reference Salinas, Pradell, Matin and Tite2019). However, although these glazes contained some 1 wt% SnO2, no particulate lead stannate or tin oxide were now detected (Salinas et al. Reference Salinas, Pradell, Matin and Tite2019).
) (Salinas et al. Reference Salinas, Pradell, Matin and Tite2019). However, although these glazes contained some 1 wt% SnO2, no particulate lead stannate or tin oxide were now detected (Salinas et al. Reference Salinas, Pradell, Matin and Tite2019).
Next, through into the tenth century, polychrome opaque glazed ceramics, with calcareous clay bodies (16–25 wt% CaO) and high lead glazes (40–60 wt% PbO, 2–6 wt%
 ), were produced in the Fustat region near to modern Cairo from the second half of 9th century through into 10th century (Salinas et al. Reference Salinas, Pradell, Matin and Tite2019). These ceramics may include as many as six different glaze colours (yellow, amber, green, turquoise, white, and brown) which are applied side by side forming colour bands occupying the whole surface of the ceramic. However, instead of lead stannate, the yellow and amber glazes are coloured and opacified by particulate lead antimonate together with higher amounts of dissolved iron as compared to the other glaze colours. The antimony oxide contents are in the range 1.0–1.7 wt% Sb2O3 for the amber glazes and 0.2–0.5 wt% Sb2O3 for the yellow. The iron oxide contents vary from 2.4 to 2.8 wt% FeO for the amber glazes, and 1.3–2.3 wt% FeO for the yellow glazes. The green glazes are coloured by dissolved copper (0.9–1.3 wt% CuO) and opacified with lead antimonate (0.2–0.9 wt% Sb2O3). Turquoise glazes are again coloured by dissolved copper (0.2–2.6 wt% CuO) but opacified with tin oxide, and the brown are coloured by dissolved manganese (1.5–4.1 wt% MnO).
), were produced in the Fustat region near to modern Cairo from the second half of 9th century through into 10th century (Salinas et al. Reference Salinas, Pradell, Matin and Tite2019). These ceramics may include as many as six different glaze colours (yellow, amber, green, turquoise, white, and brown) which are applied side by side forming colour bands occupying the whole surface of the ceramic. However, instead of lead stannate, the yellow and amber glazes are coloured and opacified by particulate lead antimonate together with higher amounts of dissolved iron as compared to the other glaze colours. The antimony oxide contents are in the range 1.0–1.7 wt% Sb2O3 for the amber glazes and 0.2–0.5 wt% Sb2O3 for the yellow. The iron oxide contents vary from 2.4 to 2.8 wt% FeO for the amber glazes, and 1.3–2.3 wt% FeO for the yellow glazes. The green glazes are coloured by dissolved copper (0.9–1.3 wt% CuO) and opacified with lead antimonate (0.2–0.9 wt% Sb2O3). Turquoise glazes are again coloured by dissolved copper (0.2–2.6 wt% CuO) but opacified with tin oxide, and the brown are coloured by dissolved manganese (1.5–4.1 wt% MnO).
Next, with the Fatimid conquest of Egypt in 969 CE and the foundation of Fustat as the capital of the Fatimid dynasty, calcareous clay bodies, high lead glazes, and lead antimonate and tin oxide opacifiers continued to be used. Initially, the ceramics were decorated with transparent yellow and green glazes, coloured respectively with dissolved iron and copper oxides, over a white tin-opacified background. These ceramics were similar in appearance to the earlier polychrome ceramics produced in Tunisia except that, in Tunisia, a tin-opacified white glaze was not used for the white background, as discussed in Section 5.1.
Subsequently, in Egypt, the ceramics were decorated with areas of lead antimonate opacified yellow glaze, together with areas of transparent green glaze, which spread over a substantial area of the white tin-opacified background.
Rediscovery of Lead Antimonate Yellow
The fact that lead antimonate yellow was used in the production of Egyptian ceramics from the second half of ninth century CE suggests that the technology for the production of lead stannate yellow, which involved firing a fairly specific mixture of lead/tin calx and quartz at a temperature of about 850°C (Matin et al. Reference Matin, Tite and Watson2018), had been lost in Egypt by that time. Its replacement, lead antimonate, had previously been used to produce opaque yellow glass in Egypt and the Near East from about 1500 BCE until the fourth century CE. Then, Roman glass producers switched to the use of lead stannate yellow, together with tin oxide white in place of calcium antimonate previously used for the production of opaque white glass.
The question therefore arises as to how Egyptian potters of the early Islamic period rediscovered the yellow lead antimonate opacifier in the second half of the ninth century CE. In view of the gap in time from the fourth to the second half of the ninth century, it seems very unlikely that the Islamic potters re-discovered lead antimonate as a result of surviving written documentation or an oral tradition of its past use. Instead, it is suggested by Salinas et al. (Reference Salinas, Pradell, Matin and Tite2019) that the Egyptian potters experimented with various available minerals, including the antimony mineral, stibnite (Sb2S3), and the lead mineral, galena (PbS), which frequently contains stibnite impurities, with a view to increasing their available palette of colours for the production of polychrome glazed ceramics. As a result, three opaque colours (yellow, amber, and green) emerged, all opacified with lead antimonate.
Lead antimonate pigments can be produced by heating mixtures of lead and antimony oxides together with a flux, such as sodium chloride, which increases the reactivity of the oxides and results in the Pb2Sb2O7 structure rather than a mixture of lead antimony oxides. However, in the case of glazes, a flux is not necessary since as soon as the pigment in added to the glaze, it will react with the lead, dissolve in the glass and recrystallise as Pb2Sb2O7.
The fact that the Islamic potters used lead antimonate yellow together with tin oxide white, in contrast to the Roman glassmakers who used calcium antimonate white, supports the argument that lead antimonate yellow was rediscovered in the second half of the ninth century by experimenting with stibnite/galena minerals, rather than through the recovery of the Roman technological tradition
4.1.2 Sgraffito
Sgraffito (or sgraffiato) wares are characterised by slip-painted earthenwares with incisions or carvings through the slip into the body, and covered with a transparent lead-based glaze. In Egypt, sgraffito wares appear to have developed from the local polychrome glazed wares (Bongianino Reference Bongianino2014: 33), characterised by porous pink, red, or buff clay bodies which are typically composed of Nile alluvium clay or mixtures with calcareous clay. The ceramics bodies are covered with a quartz-based slip (Mason and Keall Reference Mason and Keall1990), and subsequently glazed. A parallel-hatched incision is commonly seen on these wares.
Syrian sgraffito wares represent light orange to pink bodies depending on the amount of lime present. Based on analysis of a small number of samples by Mason Reference Mason2004, the high lead glaze appears to contain 60–65 wt% PbO and is usually coloured amber/yellow by iron oxide or green by copper oxide. The glaze is sometimes splashed with copper-oxide green, iron-oxide amber/brown, and manganese-oxide purple/dark brown.
4.1.3 Lustrewares
The early phase of Egyptian lustreware production is represented by earthenwares with tin-opacified glazes and showed close stylistic links with the Abbasid monochrome lustrewares of the Samarra-type pottery (Philon Reference Philon1980). Based on the earliest pieces with datable inscriptions, it appears that production had begun by the year 1000 CE.
The earthenware body was typically composed of Nile alluvium clay mixed with calcareous clay (approx. 20 wt% CaO, 10 wt% Al2O3). Through experimentation, it appears that significant amounts of quartz were added to the otherwise clay body, resulting in a transition towards early stonepaste bodies that contained only around 30% clay (discussed in Section 2.3). The glazes were of the lead-alkali compositional type (25–35 wt% PbO, 5–9 wt%
 ) and opacified by typically 2.5–12 wt% SnO2 (Matin and Ownby Reference Matin and Ownby2023). Based on microprobe analysis of lustre layers in six samples, Pradell et al. (Reference Pradell, Molera, Smith and Tite2008: 2652) showed that the lustre layers on some of the samples are silver-rich with minimal copper (2–2.9 wt% Ag, 0.2 wt% Cu) others are made of a combination of copper and silver (1 – 1.9 wt% Cu, 1.8–5.4 wt % Ag).
) and opacified by typically 2.5–12 wt% SnO2 (Matin and Ownby Reference Matin and Ownby2023). Based on microprobe analysis of lustre layers in six samples, Pradell et al. (Reference Pradell, Molera, Smith and Tite2008: 2652) showed that the lustre layers on some of the samples are silver-rich with minimal copper (2–2.9 wt% Ag, 0.2 wt% Cu) others are made of a combination of copper and silver (1 – 1.9 wt% Cu, 1.8–5.4 wt % Ag).
4.1.4 Turquoise-Glazed Wares
Found at various sites across the Euphrates from Syria down to Northern Iraq, including Qal’at Ja’bar, Qasr al-Hayr al-Sharqi, and ‘Ana. Turquoise-glazed wares appear to have been produced between the twelfth and fourteenth centuries and were most probably introduced contemporaneously to the Syrian stonepaste Tell-Minis wares (see Section 4.3). The buff to pink coloured body was made of calcareous clay with mixed sand, which may have been naturally present or deliberately added as a temper. They are noticeably distinct in form from the pre-Islamic and early Islamic turquoise glazed jars of southern Mesopotamia, discussed in Section 3.2.1, and open-form tablewares are often discovered, although closed forms are also present.
4.2 Egyptian Stonepaste Wares
Egyptian glazed stonepaste pottery has been found in substantial numbers in Fustat, near modern Cairo. Excavations were directed by Bahgat between 1912 and 1920 and a report on pottery was published in 1930 (Bahgat and Massoul Reference Bahgat and Massoul1930). Systematic excavations by an American team directed by Scanlon in the late 1960s provided the first stratigraphic evidence, and this was followed by data from French excavations at Istabl ‘Antar directed by Gayraud (see, e.g., Scanlon Reference Scanlon1984; Gayraud Reference Gayraud and Vallauri2017). However, the assessment of the archaeological record obtained from the excavations has been difficult due to various factors. These include the turbulent history of Fustat, marked by multiple phases of destruction and abandonment, as well as the insufficient documentations in preliminary archaeological reports. To date, a detailed chronology of Fustat stonepaste pottery is not fully understood and the dating is often based on stylistic comparison and the study of inscriptions (see Philon Reference Philon1980). The chemical analysis of the bodies and glazes of Egyptian pottery reported here is often restricted to a limited number of sherds, and further research is undoubtedly necessary to understand the entire scope of their production.
The evolution of stonepaste bodies in Egypt was closely linked with the development of lustrewares and the so-called Fustat Fatimid Sgraffito (FFS) wares (see Figures 6a–c). The progressive development is seen in transition from bodies with fine sized quartz mixed with few frit fragments (but not always), to those composed of finer quartz, significantly more frit, and consequently exhibiting higher vitrification and a harder and more compact body (Matin and Ownby Reference Matin and Ownby2023). These represent one of the peaks of stonepaste pottery throughout its extensive and diverse history. The Persian traveller Nassir Khusraw who visited Egypt in 1047, described the pottery as ‘so delicate that one can see his hand through it when held up in the light’ (Nassir Khusraw Reference Khusraw2001: 72), suggesting that they had achieved a level of quality with vitreous bodies that allowed for translucency (see Watson Reference Watson, Blair and Bloom2015). The development of stonepaste bodies appears to correspond with the development of glazing technology in Fustat from tin-opacified to transparent lead-alkali glazes. This could suggest that with the development of stonepaste bodies, there was no longer a need for white opaque glazes, thus leading to the transition to transparent glazes.
The discussion below has primarily focused on two main types of stonepaste wares: lustrewares and the Fustat Fatimid Sgraffito (FFS) wares. However, it is important to note that Egypt’s involvement in pottery production extended beyond these mentioned types. For example, a significant quantity of sherds and a waster from polychrome glazed laqabi wares, typically associated with the Syrian Tell Minis wares (as discussed in Section 4.3.1), were discovered in Fustat. Furthermore, there have been recent findings identifying a number of mina’i enamel decorated wares, a technique originating from Iran (see Section 5.2.2), as Egyptian productions (Watson Reference Watson, Blair, Bloom and Williams2024). These discoveries affirm Egypt’s active participation in the dynamic production of a diverse range of stonepaste pottery.
4.2.1 Lustrewares
The lustre-decorated stonepaste wares of Egypt represent striking designs, typically featuring central figural motifs either drawn in lustre on a plain background or in reverse on a lustre background. A wide range of lustre colours were used, most commonly yellow, green, and brown, derived from different copper and silver amounts (Pradell et al. Reference Pradell, Molera, Smith and Tite2008; see also Section 2). The stonepaste bodies are composed of around 85 wt% SiO2, 4–4.5 wt% Al2O3 and 2.5–5 wt% CaO and as discussed above exhibit a range of petrofabrics with minimal to extensive vitrification (approximately 2–4 wt%
 ). The glazes are of the lead-alkali compositional types containing 20–35 wt% PbO and 6–11 wt%
). The glazes are of the lead-alkali compositional types containing 20–35 wt% PbO and 6–11 wt%
 which were opacified with 5.5–19 wt% SnO2, sometimes coloured green/turquoise by copper oxide, or blue by cobalt oxide (Mason Reference Mason2004; Matin and Ownby Reference Matin and Ownby2023). The wide range of tin oxide content observed in the ceramics serves as evidence of the diverse calx recipes used, further reinforcing the notion of a dynamic and experimental phase in ceramic production during this period in Egypt (see Section 2.1; see also, Matin Reference Matin2019: 1160). In contrast, glazes associated with the whiter, finer, and harder stonepaste bodies are colourless and transparent containing approximately 28–35 wt% PbO and 6–8 wt%
which were opacified with 5.5–19 wt% SnO2, sometimes coloured green/turquoise by copper oxide, or blue by cobalt oxide (Mason Reference Mason2004; Matin and Ownby Reference Matin and Ownby2023). The wide range of tin oxide content observed in the ceramics serves as evidence of the diverse calx recipes used, further reinforcing the notion of a dynamic and experimental phase in ceramic production during this period in Egypt (see Section 2.1; see also, Matin Reference Matin2019: 1160). In contrast, glazes associated with the whiter, finer, and harder stonepaste bodies are colourless and transparent containing approximately 28–35 wt% PbO and 6–8 wt%
 (Matin and Ownby Reference Matin and Ownby2023).
(Matin and Ownby Reference Matin and Ownby2023).
4.2.2 Fustat Fatimid Sgraffito (FFS)
Although a confusing label, the term FFS is used in the literature to refer to incised and carved stonepaste wares representing use of monochrome glazes (Bongianino Reference Bongianino2014). Until the comprehensive work by Bongianino (Reference Bongianino2014, Reference Bongianino2015, Reference Bongianino2017), there has been limited research on this common type of pottery in Egypt. It appears that FFS were produced in response to the high demand for imported Chinese celadons and porcelains in Fatimid Egypt. The potters developed white stonepaste bodies with visible incisions and carvings, covered by a thin transparent glaze. These ceramics provided affordable alternatives in a similar style, incorporating Chinese elements while also offering a fresh interpretation within the FFS tradition (Bongianino Reference Bongianino2014: 40–45). The range of stonepaste bodies appear similar to those of lustrewares although sherds of FFS have been analysed only sporadically and a more comprehensive study is necessary to comprehend the full range of variations. The composition of the glazes is similar to transparent glazes of lustrewares and the most common colours are honey/brown by iron oxide, green by copper oxide, and blue by cobalt oxide (Matin and Ownby Reference Matin and Ownby2023).
4.3 Syrian Stonepaste Wares
Syrian stonepaste gained recognition after it reached the European art market in the late nineteenth century. However, it was not until the Danish excavations in Hama in the first half of the twentieth century that more variations in Syrian stonepaste pottery were acknowledged (Poulsen Reference Poulsen, Rus, Poulsen and Hammershaimb1957). Subsequent excavations conducted in several sites across the Euphrates region, spanning from southern Anatolia (e.g., Samsat (Redford Reference Redford1995); Antioch (Waagé Reference Waagé1948)) and Syria (e.g., al-Raqqa (Sauvaget Reference Sauvaget1948); Qasr al-Hayr al-Sharqi (Grabar et al. Reference Grabar, Holod, Knustad and Trousdale1978); Rusafa (Logar Reference Logar1995); Tell Shahin (Tonghini Reference Tonghini1995); Qal’at Ja’bar (Tonghini Reference Tonghini1998)) to northern Iraq (e.g., ‘Ana (Northedge et al. Reference Northedge, Bamber and Roaf1988)), have contributed to a better understanding of Syrian stonepaste production. The earliest form of stonepaste in Syria is identified through incised and carved techniques, while the introduction of lustre-decorated stonepaste seems to have occurred later. Further evidence is however needed to confirm this. Based on our current understanding, four main types of glazed stonepaste pottery are recognised in Syria.
4.3.1 Tell Minis Ware
‘Tell Minis’ ware represents the earliest production of stonepaste in Syria and is known in western literature after a village in north-west Syria where an assemblage of pottery was claimed to have been recovered and offered to the British Museum (acquired by the Victoria and Albert Museum and the David Collection; see Porter and Watson Reference Watson1987). It is characterised by its remarkable thinness and fineness and its white, compact stonepaste body. It appears to be the product of the eleventh and first half of the twelfth century and has been found in excavations at several sites across the Euphrates (for a review see Tonghini Reference Tonghini1998: 42–43) as well as various public and private collections.
Analysis of Tell Minis wares from Qal’at Ja’bar indicates that the stonepaste bodies are as expected made mainly of silica at around 85 wt% SiO2. The chemical composition includes 5–7 wt% Al2O3, 2–5 wt%
 , and only minor (0.9–3.5 wt%) CaO which represents the nature of the clay used. The wares are decorated with one of the three techniques each with or without incised and carved motifs: monochrome glazed, in-glaze painted, or lustre decorated. The glazes are of the lead-alkali type including 18–30 wt% PbO and 10–15 wt%
, and only minor (0.9–3.5 wt%) CaO which represents the nature of the clay used. The wares are decorated with one of the three techniques each with or without incised and carved motifs: monochrome glazed, in-glaze painted, or lustre decorated. The glazes are of the lead-alkali type including 18–30 wt% PbO and 10–15 wt%
 (Tonghini Reference Tonghini1998: 91). Most glazes are transparent, but Porter and Watson (Reference Watson1987: 181) reported that some lustre glazes were opacified by tin oxide and noted one non-lustred turquoise glaze that was tin-opacified. Monochrome glazes and the glazes associated with lustrewares can be either colourless or coloured. Turquoise colour is achieved by adding 1–3 wt% CuO, blue by 0.4–1.5 wt% CoO, and purple by adding as high as 20 wt% MnO. The polychrome in-glaze painted wares are similarly blue, turquoise, or purple, and always applied to a colourless glaze. For the lustre-decorated wares, the lustre survives only in traces and is typically of a pale gold-green colour with green tint (Tonghini Reference Tonghini1998: 39, 91).
(Tonghini Reference Tonghini1998: 91). Most glazes are transparent, but Porter and Watson (Reference Watson1987: 181) reported that some lustre glazes were opacified by tin oxide and noted one non-lustred turquoise glaze that was tin-opacified. Monochrome glazes and the glazes associated with lustrewares can be either colourless or coloured. Turquoise colour is achieved by adding 1–3 wt% CuO, blue by 0.4–1.5 wt% CoO, and purple by adding as high as 20 wt% MnO. The polychrome in-glaze painted wares are similarly blue, turquoise, or purple, and always applied to a colourless glaze. For the lustre-decorated wares, the lustre survives only in traces and is typically of a pale gold-green colour with green tint (Tonghini Reference Tonghini1998: 39, 91).
Laqabi Wares
A variation of the polychrome painted wares is the laqabi ware which is characterised by its carved or deep incision decoration, painted in splashes of glazes of different colours under a transparent glaze (Mason Reference Mason2004). The glaze has a tendency to run. Typical colours include cobalt blue, copper turquoise and green, manganese purple and iron yellow. In terms of quality, styles and chemical composition of the glaze (11–22 wt% PbO, 10–11 wt%
 based on analysis of three samples by Mason Reference Mason2004), laqabi wares are categorised as a type of Tell Minis ware group (or occasionally the Intermediate ware group (Section 4.2.2)). However, these wares were previously believed to originate from Iran, and only recent research on Syrian wares in the past few decades has uncovered evidence of Syrian production (see e.g., Tonghini Reference Tonghini1998: 39).
based on analysis of three samples by Mason Reference Mason2004), laqabi wares are categorised as a type of Tell Minis ware group (or occasionally the Intermediate ware group (Section 4.2.2)). However, these wares were previously believed to originate from Iran, and only recent research on Syrian wares in the past few decades has uncovered evidence of Syrian production (see e.g., Tonghini Reference Tonghini1998: 39).
4.3.2 Intermediate Ware
While chemically and petrographically similar to Tell-Minis ware, the Intermediate wares represent the more friable body and coarser quality of Raqqa wares to the extent that the two types are visually indistinguishable and can be differentiated only based on laboratory examination (see Tonghini Reference Tonghini1998: 42; ‘Related wares’ in Porter and Watson Reference Watson1987: 186; ‘Groupe intemediare’ in Poulsen Reference Poulsen, Rus, Poulsen and Hammershaimb1957). Chronologically, it appears that the Intermediate ware overlapped Tell-Minis wares (or were introduced shortly after) but were produced for a longer period and ceased only shortly after the production of Raqqa wares. Tonghini (Reference Tonghini1998: 46) suggested that potters may have turned to producing Intermediate wares as a response to the marked rising-demand for stonepaste pottery. Their focus may have been more on increasing production rates or minimising fuel costs by firing wares at lower temperatures, rather than prioritising quality.
4.3.3 Raqqa Ware
The most widely discussed type of stonepaste pottery from Syria, the so-called ‘Raqqa wares’ reached the European Art market in the late nineteenth century and were labelled after their most probable provenance. Later archaeological excavations showed that Raqqa was indeed a ceramic production centre but that the so-called Raqqa wares were also produced at a number of other sites across the upper Euphrates and probably in other areas of Syria, such as Damascus (Tonghini Reference Tonghini1998: 50; Jenkins-Madina Reference Jenkins-Madina2006). On the basis of historical and stratigraphic evidence, the production of Raqqa wares began in the second half of the twelfth century and had fully developed by the thirteenth century. Tonghini (Reference Tonghini1998: 49) suggested that while certain kilns seem to have been destroyed during the Mongol invasions of the thirteenth century, other production centres continued to function but eventually by the fourteenth century Raqqa wares had completely disappeared. Compared to Tell-Minis and Intermediate wares, Raqqa wares were more widely distributed across and beyond the Levant region. This was likely due in part to the prosperous economy of the Ayyubid period and the expansion of trade routes.
Raqqa wares are characterised by their rather rough, friable and porous bodies which stands in contrast with the dense and hard bodies of the preceding Tell Minis wares. Visual examination and chemical analysis of Raqqa wares from Qal’at Ja’bar indicate that the stonepaste bodies are made predominantly of quartz at around 82–90 wt% SiO2 with very low amounts of clay indicated by 3–5 wt% CaO, 1.5–4 wt% MgO, and 2–4 wt% Al2O3. The
 contents range between 2 and 5 wt% (Tonghini Reference Tonghini1998: 90). Chemical analyses of a set of sixty-eight samples of Raqqa stonepaste from museum collections by Smith (Reference Smith and Jenkins-Madina2006) suggested a typical composition of 75 wt% SiO2, 2–5 wt% Al2O3, and just over 3 wt% Na2O. Only a sub-group of seven objects represented higher silica contents at approximately 80 wt% SiO2.
contents range between 2 and 5 wt% (Tonghini Reference Tonghini1998: 90). Chemical analyses of a set of sixty-eight samples of Raqqa stonepaste from museum collections by Smith (Reference Smith and Jenkins-Madina2006) suggested a typical composition of 75 wt% SiO2, 2–5 wt% Al2O3, and just over 3 wt% Na2O. Only a sub-group of seven objects represented higher silica contents at approximately 80 wt% SiO2.
The range of decorations varies from plain monochrome glazed to lusterwares. Raqqa wares also encompass a range of underglaze decoration techniques characterised by direct painting on the body, followed by the application of a colourless or coloured (turquoise, blue, or purple) transparent glaze (as discussed in Section 2.4.3). These include black-painted decoration under a transparent turquoise glaze, as well as black or black-and-blue painted designs under a transparent glaze. Polychrome underglaze-painted wares, often referred to as ‘Rusafa wares’, derive their name from the city located southwest of Raqqa. However, there is currently no evidence to designate Rusafa as the production centre for Syrian polychrome underglaze wares. These wares feature a variety of pigment colours including black, blue, turquoise, red, or purple, and exhibit significant figural and motif similarities with Persian polychrome overglaze enamel mina’i wares (Tonghini Reference Tonghini and Grube1994: 254; Watson Reference Watson2004: 294; see Section 5.2.5). They appear to have played a crucial role in the transmission of figural arts as well as coloured pigments between Iran and Anatolia during the twelfth/thirteenth centuries (see also Section 5).
The transparent glazes associated with the plain monochrome, lustre, and underglaze-painted wares are of the alkali-lime compositional type (14–22 wt%
 ). The plain monochrome glazes are either colourless, coloured turquoise by approximately 1–3 wt% CuO, blue by 0.7–0.9 wt% CoO, or purple by 4–6 wt% MnO. The most common underglaze-painted decoration was black achieved from chromium-based spinels (Franchi et al. Reference Franchi, Tonghini, Paloschi, Soldi and Vincenzini1995: 203). The black paint was sometimes paired with copper-based turquoise or cobalt-based blue underglaze painting. Red underglaze painting from bole pigments (a mixture of haematite and quartz; comparable to the one used on later Iznik wares discussed in Section 6.5) or dark red/purple from manganese oxide was added to this palette (Soustiel Reference Soustiel1985: 118). Raqqa lustrewares may also show underglaze painting in blue or turquoise, as also seen on Persian and occasionally Egyptian lustrewares. The lustre decoration represents a characteristic chocolate brown colour achieved my mixed copper and silver salts. Again, the glaze-body interaction layer, predominantly quartz and cristobalite, as well as some pyroxenes were found (Pradell et al. Reference Pradell, Molera, Smith and Tite2008: 2655).
). The plain monochrome glazes are either colourless, coloured turquoise by approximately 1–3 wt% CuO, blue by 0.7–0.9 wt% CoO, or purple by 4–6 wt% MnO. The most common underglaze-painted decoration was black achieved from chromium-based spinels (Franchi et al. Reference Franchi, Tonghini, Paloschi, Soldi and Vincenzini1995: 203). The black paint was sometimes paired with copper-based turquoise or cobalt-based blue underglaze painting. Red underglaze painting from bole pigments (a mixture of haematite and quartz; comparable to the one used on later Iznik wares discussed in Section 6.5) or dark red/purple from manganese oxide was added to this palette (Soustiel Reference Soustiel1985: 118). Raqqa lustrewares may also show underglaze painting in blue or turquoise, as also seen on Persian and occasionally Egyptian lustrewares. The lustre decoration represents a characteristic chocolate brown colour achieved my mixed copper and silver salts. Again, the glaze-body interaction layer, predominantly quartz and cristobalite, as well as some pyroxenes were found (Pradell et al. Reference Pradell, Molera, Smith and Tite2008: 2655).
4.3.4 Mamluk Ware
This type of stonepaste pottery represents the Mamluk period and was manufactured at least from the late thirteenth to fifteenth centuries. Mamluk wares are sometimes referred to as ‘Syrio-Egyptian’ as they were produced both in Syria and Egypt. Production workshops were found in Damascus and Fustat, and it is possible that other centres existed. Mamluk wares were widely distributed across Syria, Jordan, Palestine, although rarely found in Northern Syria. Tonghini (Reference Tonghini1998: 54) suggested that this scarcity may be attributed to the region’s low occupation after the Mongol invasion. They were also widely distributed in Europe perhaps as a result of the extensive network of trade facilitated by the Portuguese, Spanish, and Italian ships that sailed between North Africa and Europe.
Mamluk wares are characterised by their fine-grained, gritty, and porous stonepaste bodies. It appears that uncrushed rounded quartz was used together with crushed quartz (Tonghini Reference Tonghini1998: 51) but petrographic analysis distinguishing different type of body fabrics have not been conducted. Based on analysis of Mamluk wares from Qal’at Ja’bar the bodies consist of 84–89 wt% SiO2, and a predominantly calcareous clay represented by 6–8 wt% CaO. Compared to the preceding Syrian stonepaste wares, the Mamluk wares contain lower amounts of alkalis at around 2–3 wt %
 (Tonghini Reference Tonghini1998: 90).
(Tonghini Reference Tonghini1998: 90).
The colourless, transparent glaze is often thickly applied and occasionally exhibits a green tint. The wares are either underglaze-painted with black and sometimes black and blue pigments from chromium spinels and cobalt oxides, respectively. Chemical analysis of glazes from Qal’at Ja’bar indicates that they are of the alkali-lime compositional type with approximately 17–19 wt%
 (Tonghini Reference Tonghini1998: 90).
(Tonghini Reference Tonghini1998: 90).
5 Iran and the Greater Iran
Iran and the Greater Iran, also commonly referred to as the Persianate World, refers to lands spanning the area from Iraq to Central Asia as far as Uzbekistan and Tajikistan, where historically the Persian cultures and languages have thrived. The early development of Iranian pottery during the Islamic period can be traced in the southern Mesopotamia region, covering parts of Iraq and southwestern Iran. As discussed in Section 3, the prevalence of monochrome green- and turquoise-glazed jars (Section 3.2.1) was notable in the early Islamic archaeological layers in southwestern Iran. The development of Samarra-type pottery emphasised the significance of the assemblage in Susa (Section 3.2.3) in the Khuzestan province of Iran. Archaeological excavations have shown production of local copies of opaque-white wares and some other varieties of the Samarra-type pottery across the Iranian world. These local copies represent coarser and grittier products (see, e.g., Mason and Tite Reference Mason and Tite1997). Most notable is the evidence of production, such as kilns, and wasters excavated in Siraf (Whitehouse Reference Whitehouse1979, Reference Whitehouse1972), an entrepôt on the east coast of the Persian Gulf, as well as in Sirjan in the Kirman province in central Iran (Morgan and Leatherby Reference Morgan, Leatherby, Allan and Roberts1971; Williamson Reference Williamson, Allan and Roberts1971).
But the first and most Iranian innovation in ceramic technology took place with the slip-painted wares of the Samanid period (819–999) in Eastern Iran. These glazed ceramics brought innovation in various aspects, introducing new forms and designs, using novel mineral pigments, such as chromite, and showcasing the masterful skills of potters in working with pigments under lead glazes (Section 5.1).
The beginning of stonepaste bodies in the eleventh or twelfth century marked a significant shift in the production of fine pottery in Iran (see Rugiadi Reference Rugiadi, Canby, Beyazit, Rugiadi and Peacock2016: 184). In Kashan, it was on these stonepaste bodies that lustre decoration achieved its utmost excellence and the new techniques of enamelled mina’i decoration and underglaze-painted decoration were executed. The Mongol invasions of Iran (1218–1257) temporarily halted production for a few decades, but Kashan resumed its ceramic production thereafter under the new Mongol Ilkhanid dynasty (1256–1335). In terms of style, Chinese designs became prevalent, featuring lotuses, peonies, dragons, phoenixes, and cloud bands. In addition, imported Chinese ceramics, especially celadons produced in the Longquan kilns during the Southern Song (1127–1279) and Yuan (1279–1368) dynasties, were locally copied in Iran on stonepaste bodies.
Limited information is available about ceramic production during the period between the collapse of the Ilkhanids in 1335 and the establishment of the Timurids (1370–1507) towards the close of the fourteenth century. Although fine ceramics from Kashan had previously gained widespread popularity across Iran and the broader Islamic world, reaching as far as Syria and Egypt, it seems that during this interval, potters might have relocated from Kashan to establish new workshops. This is evident in the production of the so-called ‘Sultanabad’ type underglaze-painted wares, which were produced in various centres, both within and outside Iran, closely imitating Iranian styles.
The most noteworthy ceramic development in the fourteenth century was the emergence of blue-and-white wares (Section 5.2.4). These wares reflect technological exchanges between Iran and China, both of which were under the umbrella of the Mongol Empire during this period. The Yuan Dynasty in China and the Ilkhanids in Iran, both ruled by descendants of Genghis Khan, played pivotal roles in this interchange. Chinese blue-and-white porcelain production was initially geared towards export to the Middle East, with little evidence of substantial domestic consumption during this time. However, in the ensuing centuries, these wares profoundly influenced global ceramic development in East and West Asia, as well as across Europe. They were widely exported and imitated throughout these regions. The earliest Persian imitations of Chinese blue-and-white wares, adopting a chinoiserie style, began during the Timurid period and persisted and improved throughout the Safavid era (1501–1736).
5.1 Clay-Bodied Ceramics
While the Abbasid Caliphate held sway during the ninth century CE, the region of Eastern Iran and Central Asia was effectively administered by local Persian elites. Consequently, local dynasties began to rise in prominence, gradually asserting their autonomy from the caliphate. Notable among these were the Tahirids (821–873), Saffarids (861–1003), and Samanids (819–999). The Samanids eventually emerged as the predominant power, controlling extensive territories encompassing Khurasan, Gurgan, Sistan, as well as parts of present-day Afghanistan, Tajikistan, Uzbekistan, Turkmenistan, and Kazakhstan. Their capital in Bukhara became a centre of science and learning during their rule, leading to a period of significant literary and intellectual achievements (Frye Reference Frye and Frye1975: 154). During the Samanid rule, the region experienced thriving economic conditions, marked by flourishing trade, manufacturing, and mining. It was during the Samanid rule that the first fine glazed ceramics in the region emerged.
The presence of kilns and evidence of ceramic production is abundant in Nishapur, Samarqand, and various other sites throughout Eastern Iran and Central Asia (Wilkinson Reference Wilkinson1959; Siméon Reference Siméon2012). The general kiln designs and the use of kiln rods for stacking vessels appear to be similar to those used in the western Islamic world and were likely transferred from there. However, the challenge lies in distinguishing between locally made ceramics and imported ones. The designs are often very similar, making it difficult to pinpoint their production sites. Recent archaeometric studies have contributed to identifying different types of slips and pigments used, but they are rarely definitively associated with specific production sites.
There seem to have been connections between ceramic production and silver production and mining in Eastern Iran and Central Asia. It is not uncommon to find that the designs of ceramics have their origins in metalwork, and the shapes and patterns of ceramics from this region also appear to be influenced by silverwork. Moreover, recent lead isotope analysis studies on the origin of the lead used in glazes in southern Kazakhstan have indicated that this lead might have been sourced from the silver mines in the Tianshan districts or possibly from the silver cupellation processes (Klesner et al. Reference Klesner, Renson, Akymbek and Killick2021: 36).
One notable characteristic of Eastern Iranian pottery was the exceptional craftsmanship of the potters in working with a lead glaze, in combination with a wide range of pigments. For instance, in the case of slip-painted wares, these pigments were intentionally kept immobile, while in the case of splashed slip-painted wares, they were encouraged to flow under the lead glaze.
5.1.1 Slip-Painted Wares
The peak of creative innovation, encompassing both designs and pottery-making techniques, emerges in the slip-painted wares of the tenth century. These slip-painted wares, found in Eastern Iran and Central Asia, are covered with a white slip (or occasionally black or red slip) and feature thick, solidly painted designs applied over this underlying slip, all covered with a transparent lead glaze. This method of decoration distinguishes them from splashed slip-painted ceramics (Section 5.1.2), where white slips cover the entire body, decorated with colour splashes and sometimes incisions carved through the slip into the clay-based body.
Slip-painted pottery is found in a range of designs and qualities, with higher-quality examples originating from Nishapur, Samarqand, and Tashkent. Recent archaeometric analyses of slip-painted wares from hitherto little-known sites for instance in Bust and Lashkar-i Bazar in Afghanistan by Gulmini et al. (Reference Gulmini, Giannini, Lega, Manna and Mirti2013), southern Kazakhstan by Klesner et al. (Reference Klesner, MacDonald, Dussubieux, Akymbek and Vandiver2019), and Termez (southern Uzbekistan) by Molera et al. (Reference Molera, Martínez Ferreras and Fusaro2020) and Martínez Ferreras et al. (Reference Martínez Ferreras, Fusaro and Gurt Esparraguera2019) have expanded our views of their production in this region.
Slip-painted pottery presents several variations in its decoration. A type that has been particularly praised by collectors and museums were the white slip-painted wares, typically featuring epigraphic, animal, or abstract decorations primarily in black, although red is also occasionally used. These are often referred to as black on white wares. Occasionally, the colours are reversed, with the ware covered in a black slip and the decorations applied in white slip under a transparent glaze. Epigraphic wares with Kufic inscriptions, in particular, have garnered significant attention due to their elegant and modern designs. Other decorative styles involve the use of a variety of polychrome slips, yellow-staining black painted wares, and slip-painted imitations of Samarra-type pottery, especially lustre-imitation wares. These typically feature black, red, and/or olive-green decorations.
The production of slip-painted wares persisted, albeit with diminishing quality, during the eleventh and twelfth centuries. Concurrently, a series of sgraffito wares with incised patterns through a slip emerged across Iran and neighbouring regions in Northwestern Iran, extending eastwards into Afghanistan (see Section 4.1.2. for Egyptian and Syrian sgraffito wares). Common varieties include plain types featuring incised decoration through a white slip, occasionally decorated with copper oxide green decoration under a transparent lead glaze. Other types, displaying a more controlled use of colour, have been identified and named by dealers based on the towns where many were claimed to have been found, such as ‘Garrus’, ‘Amol’, and ‘Aghkhand’ wares.
Lead Glaze
Chemical analyses have indicated that the lead glaze used to cover slip-painted wares typically consisted of 55 wt% PbO, 38 wt% SiO2, 2.5 wt% Al2O3, and 2 wt%
 (see e.g., Klesner et al. Reference Klesner, Renson, Akymbek and Killick2021: 203; Molera et al. Reference Molera, Martínez Ferreras and Fusaro2020: 6; Henshaw Reference Henshaw2010: 135–136; Gulmini et al. Reference Gulmini, Giannini, Lega, Manna and Mirti2013; Mason Reference Mason2004). The lead glaze was usually colourless but was occasionally coloured amber by iron oxide or green by copper oxide.
(see e.g., Klesner et al. Reference Klesner, Renson, Akymbek and Killick2021: 203; Molera et al. Reference Molera, Martínez Ferreras and Fusaro2020: 6; Henshaw Reference Henshaw2010: 135–136; Gulmini et al. Reference Gulmini, Giannini, Lega, Manna and Mirti2013; Mason Reference Mason2004). The lead glaze was usually colourless but was occasionally coloured amber by iron oxide or green by copper oxide.
White slip
Chemical analyses conducted thus far have identified three main types of white slips on slip-painted wares of Eastern Iran and Central Asia. The first type, primarily composed of quartz, was identified on sherds from Nishapur and Afrasiyab/Samarqand by Holakooei et al. (Reference Holakooei, de Laprouse and Car.2019: 764), from Ashsiket, Kuva, and Tashkent by Henshaw (Reference Henshaw2010: 156, 208, 220), and from various sites in Southern Kazakhstan by Klesner et al. (Reference Klesner, MacDonald, Dussubieux, Akymbek and Vandiver2019). It was noted that in sherds from Nishapur and Samarqand, the quartz was accompanied by minor amounts of anatase (TiO2), as reported by Holakooei et al. (Reference Holakooei, de Laprouse and Car.2019: 764), while in sherds from Ashsiket and Tashkent, it was associated with high-aluminium clay, as stated by Henshaw (Reference Henshaw2010: 156, 221).
The second type of white slip is made from dehydrated pyrophyllite (Al2Si4O10(OH)2) and was found in some of the sherds discovered in Nishapur, as noted by Holakooei et al. (Reference Holakooei, de Laprouse and Car.2019: 764). The third type consists of high-aluminium clay (16–25 wt% Al2O3) and was identified in sherds from Termez, located in southern Uzbekistan, as reported by Molera et al. (Reference Molera, Martínez Ferreras and Fusaro2020: 6). Additionally, this type of high-aluminium clay slip was identified in slip-painted pottery of Lashkar-i Bazar and Bust in Ghaznavid Afghanistan, although with higher alumina content (22.6–33 wt% Al2O3) and 1.5–3 wt% TiO2 (Gulmini et al. Reference Gulmini, Giannini, Lega, Manna and Mirti2013: 577).
Biscuit Firing
The firing process for Eastern Iranian and Central Asian slip-painted wares exhibits several distinctive characteristics that strongly indicate a biscuit firing stage. Notably, some of the epigraphic slip-painted dishes are impressively large, with diameters expanding to 45 cm. These wares were completely coated with a wet slip. Handling such sizable pieces, applying pigments and coloured slips, and then glazing them would have posed significant challenges. Biscuit firing, in this context, provided stability to the pieces, simplifying subsequent stages of decoration and glazing.
This proposition is supported by microstructural evidence observed in slip-painted sherds from Termez in Uzbekistan (Molera et al. Reference Molera, Martínez Ferreras and Fusaro2020: 5–6) and Ashsiket (Henshaw Reference Henshaw2010: 156). These findings revealed two crucial points. First, the glaze contained no or very few undissolved inclusions. Second, no or very few air bubbles or crystals were developed at the interface between the slip and glaze layers. K-feldspars were, however, detected which were formed during cooling. These observations strongly indicate that, after the application of the white slip over the clay body, the vessels underwent a biscuit firing. Following this, the glaze was applied, and the wares underwent a second firing.
Black Pigment
Two main types of black pigments were identified. The first type involved manganese or a mixture of manganese-iron black pigments. This type was identified in sherds from Bust and Lashkar-i Bazar by Gulmini et al. (Reference Gulmini, Giannini, Lega, Manna and Mirti2013: 581), from Nishapur and Samarqand by Holakooei et al. (Reference Holakooei, de Laprouse and Car.2019: 764) and Bouquillon et al. (Reference Bouquillon, Coquinot, Doublet, Rante and Collinet2012, 116), from Termez by Molera et al. (Reference Molera, Martínez Ferreras and Fusaro2020, 6), from Ashsiket, Kuva, and Tashkent by Henshaw (Reference Henshaw2010, 141, 207, 219), and from various sites in southern Kazakhstan by Klesner et al. (Reference Klesner, Renson, Akymbek and Killick2021: 16–17). It was found to be used either individually or in combination with chromite.
The second type was identified as chromite (Mg,Fe)Cr2O4, on sherds found in Nishapur (Holakoeei et al. Reference Holakooei, de Laprouse and Car.2019: 768). Chromite was identified on all slip-painted wares with a red background slip, which is associated with iron-rich clay, and with polychrome decorations in black, yellow, white. Additionally, some of the slip-painted wares with polychrome decorations (black, red, yellow) on white slip featured chromite. Chromite black was also identified on three sherds from Bust and Lashakar-i Bazar of Ghaznavid Afghanistan (Gulmini et al. Reference Gulmini, Giannini, Lega, Manna and Mirti2013: 581).
Moreover, chromite was identified in the Yellow-staining black painted wares, a type of slip-painted ware where the decoration, applied on the white slip, exhibits a black pigment that turns yellow in its surroundings (see e.g., Wilkinson Reference Wilkinson1973: 213–228). Klesner et al. (Reference Klesner, Renson, Akymbek and Killick2021: 203) showed that the black pigment is a variety of magnesium aluminium chromite (Fe,Mg)(Cr,Al)2O4 with an average composition of 60 wt% Cr2O3, 20 wt% MgO, 13 wt% Al2O3, and 5 wt% FeO. This chromite pigment has been used in different proportions in different sites. Holakooei et al. (Reference Holakooei, de Laprouse and Car.2019: 768) showed that the black pigment on wares found in Samarqand showed lower chromium contents and seemed to have been diluted as compared to those found in Nishapur. The yellow colour that emerges in the vicinity of the black pigment is produced as a result of Cr (and Fe) dissolving in the overlaying lead glaze during firing (see also, Henshaw Reference Henshaw2010: 147).
The chromium-based technology producing yellow hues was also employed to create olive-green slips in some other types of slip-painted pottery. For instance, Imitation lustrewares, slip-painted wares imitating the designs on the Samarra-type lustrewares were produced in Samanid Eastern Iran using an olive-green slip (see Wilkinson Reference Wilkinson1973: 179–204), as well as in Ghaznavid Afghanistan (Gulmini et al. Reference Gulmini, Giannini, Lega, Manna and Mirti2013: 584). The slip is composed of quartz, clay, as well as chromite particles. Similar to the yellow-staining black painted ware, the chromium would have dissolved within the glassy matrix of the overlying lead glaze during firing, resulting in a green/yellow colour. Holakooei et al. (Reference Holakooei, de Laprouse and Car.2019: 768) also identified chrome yellow PbCrO4 particles formed in some of the glazes from Samarqand as a result of the reaction between chromite and the lead glaze. In comparison to the yellow-staining black painted wares, the olive-green slips contain lower amounts of chromium, but they are applied more thickly, typically at approximately 50–100 μm (Henshaw Reference Henshaw2010: 146; Holakooei et al. Reference Holakooei, de Laprouse and Car.2019: 768; Klesner et al. Reference Klesner, Renson, Akymbek and Killick2021: 203).
Furthermore, apart from imitation lustrewares, the olive-green slip was also used to paint other types of slip-painted wares. Chemical analysis revealed that some of these, found in sherds from Samarqand and Ashsiket, also contain copper (Holakooei et al. 2019; Henshaw Reference Henshaw2010).
5.1.2 Splashed Slip-Painted Wares
Splashed slip-painted wares, along with buff wares (Section 5.1.3), constitute some of the largest pottery groups discovered in Nishapur and have also been unearthed in Samarqand and other locations in the Eastern Iranian and Central Asian region. These ceramics are distinguished by their white slip coating decorated with splashes of copper green, iron brown, and manganese black under a transparent lead-based glaze. A variant of this ware is further decorated with incised designs.
The general compositions of the high lead glaze and pigments are similar to those found on slip-painted wares. Holakoeei et al. (Reference Holakooei, de Laprouse and Car.2019: 768) conducted an in-depth analysis of the manganese black pigment used in splashed wares from Nishapur and Samarqand. Based on the proportion of iron/manganese in the pigment, their findings suggest that the black pigment in the splashed wares was achieved using a manganese-rich mineral, with minimal iron content.
5.1.3 Buff Wares with Opaque Lead Stannate Yellow Decoration
Buff wares, named after the buff-coloured ceramic body, are a type of polychrome painted wares under a transparent lead glaze that became known following excavations conducted by the Metropolitan Museum of Art in Nishapur between 1935 and 1948 (Sardar Reference Sardar2015). They were the largest group of glazed pottery found in Nishapur (Wilkinson Reference Wilkinson1973: 3–53), but sherds of this type were also unearthed in Merv. A distinctive feature of buff wares is the prevalent use of lead-stannate opaque yellow pigment complemented by designs in black, green, and occasionally white slip, featuring geometric patterns or dense animated motifs. Iconographers have suggested that these animate motifs might represent local Persian festivities that had survived from the pre-Islamic Sasanian period. However, a more recent perspective by Siméon (Reference Siméon2017) proposes that they may instead depict rituals conducted by the army of the Buyids, which was a Persian Shia dynasty that gained influence in the tenth century, primarily in the western part of the Samanid Empire, which ruled over a predominantly Sunni population.
The production technology of buff wares also appears to exhibit influences from the western regions. Their prevalent use of lead-stannate yellow pigment, deep bowl shapes, and certain geometric and animal figures bear a resemblance to the Yellow Glazed Family wares of Syria (Section 3.1.2). An analysis of the yellow decoration on a single shard of Nishapur buff ware by Mason (Reference Mason2004: 135, sherd ROM.20) revealed a composition of 59.0 wt% PbO, 34.8 wt% SiO2, and 1.1 wt% SnO2. Non-invasive analyses of three Nishapur buff ware sherds by Holakoeei et al. (Reference Holakooei, de Laprouse and Car.2019: 766) confirmed the presence of lead-stannate (PbSnO3) in the yellow as well as green pigments. Copper and iron were responsible for the green and red colours, respectively. A mixture of iron and manganese was used for black decorations (Holakoeei et al. Reference Holakooei, de Laprouse and Car.2019: 764).
5.1.4 Opaque Yellow Glazed Wares
The use of opaque yellow glaze was not unique to buffwares. Known as Opaque yellow glazed wares, these ceramics featured an opaque yellow glaze with green decoration. Wilkinson (Reference Wilkinson1973: 205) documents their production and use in Nishapur during the ninth and tenth centuries, though production seems to have ceased thereafter. Chemical analysis of three sherds from Nishapur, four sherds from Takht-i Sulaiman, and one sherd from Merv indicate that the yellow glazes were of the high lead type with approximately 65 wt% PbO, 26 wt% SiO2, and 4 wt% SnO2, with Pb/Sn calx ratios ranging between 10.5–28.3. The microstructure shows a proliferation of lead stannate crystals throughout the glaze. However, the decorations on the Takht-i Sulaiman and Merv sherds may not strictly adhere to those of the Nishapur opaque yellow glazed wares. The Merv sherds feature brown decorations, while the Takht-i Sulaiman sherds exhibit brown and white decorations alongside yellow and green ones.
The red clay body, which appears similar to that used for slip-painted and splashed slip-painted wares of Nishapur, contain 7–16 wt% CaO and 2.5–5 wt% MgO and is of a highly immature fabric (Matin Reference Matin2016: 69–76; Matin et al. Reference Matin, Tite and Watson2018: 61–64).
5.1.5 Opaque White Glazed Wares
Little known and rarely discussed, the opaque glazed ceramics of Samarqand feature entirely distinct decorative styles when compared to the earlier Samarra-type ceramics. Covered with opaque white glaze, they are decorated with designs predominantly in green and occasionally in purple/brown. The opaque white glazes employed belong to the lead-alkali category and contain approximately 8–10 wt% Na2O+ K2O and 15–19 wt% PbO (Matin et al. Reference Matin, Tite and Watson2018). These glazes achieve their opacity through the inclusion of 3.4–6.1 wt% SnO2 (Pb/Sn ratios ranging from 3.7 to 5), along with the presence of quartz particles and air bubbles (Matin et al. Reference Matin, Tite and Watson2018: 61–64).
5.2 Stonepaste Ceramics
Unlike Egypt and Syria, where different stages of the development of stonepaste pottery are to some extent recognised, our understanding of early stonepaste production in Iran is limited. The technology of creating artificial siliceous stones has been a longstanding practice in Iran, as seen in the production of millstones (Mishmastnehi Reference Mishmastnehi2018) and the so-called Egyptian faience. However, there is currently no evidence indicating the early development of stonepaste technology in Iran.
The commonly accepted assumption is that the introduction of stonepaste in Iran, along with lustre technology, took place after the movement of potters from Egypt to Iran in the second half of the twelfth century, driven by the economic and political upheavals of the final years of the Fatimids. During this period, Iran was part of the Seljuq Empire, established in the eleventh century by the Seljuq Turks, nomadic Turkic people originating from Central Asia. Initially advancing into Khurasan, they established their capital in Nishapur but later extended their influence into the central Iran and relocated the capital to Isfahan.
Simultaneously, the Khwarazmian, another Turkic ruling dynasty, governed significant parts of Central Asia and Iran starting around the eleventh century. Eventually overcoming the Seljuqs, they achieved independence in 1190 CE. Subsequently, the Mongols, led by Genghis Khan, invaded the Khwarazmian territory in 1219. The early development of stonepaste occurred in the pre-Mongol period, and while technological and stylistic changes may not align precisely with major historical events, the overall period witnessed significant innovations in ceramics technology.
Simple types of stonepaste with monochrome glazes featuring incised, carved, or moulded decorations were manufactured at various sites across the Iranian world. Perhaps a more significant innovation during the twelfth and thirteenth centuries was the introduction of underglaze-painted wares, which originated in the decades preceding the Mongol invasions of Iran. A precursor to these is considered to be the ‘silhouette’ ware, distinguished by the application of a black slip made of a combination of chromite and quartz under a transparent turquoise glaze on a stonepaste body (Mason et al. Reference Mason, Tite, Paynter and Salter2001). The best-known true early underglaze-painted wares of the thirteenth century are characterised by painting with a black chromite pigment under an alkali-lime turquoise copper-based glaze (see Figure 8; see also, Mason et al. Reference Mason, Tite, Paynter and Salter2001; Aarab et al. Reference Aarab, Shojaee-Esfahani, Xu and Yang2025). Blue, turquoise, and purple underglaze paintings were also applied under transparent turquoise or colourless glazes. Over time, these were succeeded by the fine-quality ‘Sultanabad’-type wares of the Ilkhanid period with decoration in low relief in a white slip against a pale grey background. Further development of the underglaze technique in the form of underglaze blue-painted wares marked a turning point as discussed in Section 5.2.4.
Finer, luxurious types of stonepaste with lustre or mina’i decoration are dated to at least the late twelfth century based on their inscriptions – the earliest dated lustre piece is inscribed 1179 (Watson Reference Watson1976: 8), and the earliest mina’i is inscribed 1180 (Watson Reference Watson and Hillenbrand1994: 171). Various sites have been speculated as the production site for the lustre and mina’i wares, but there is a range of evidence that the main – and perhaps single – production centre was Kashan, though the possibility of other sites cannot be entirely ruled out.
Literary sources suggest Kashan’s renown in ceramic production, and it is believed that the Persian word for tile, qashi or kashi, is derived from this town’s name. Various kilns and wasters from different wares have been discovered in Kashan, although those related specifically to lustre and mina’i wares are yet to be found (see Akbari Reference Akbari2019). Signed works of potters often carry inscriptions directly referencing Kashan. Among the various recorded potters, two prominent masters stand out: Abu Zaid, mentioned on both lustre and mina’i pieces (Watson Reference Watson and Hillenbrand1994), and Mohammad bin Abi Tahir, a member of the Abu Tahir family with generations of pottery work in Kashan. Abu’l Qasim, a grandson of Mohammad, transitioned to become a historian in the Mongol court, leaving behind a treatise in Persian on the production of ceramics and lustre wares. The earliest known manuscript dates to 1301 CE, and clearly states that at time of the manuscript, the production of mina’i wares (referred to as haft-rang in the source) were ceased but that the lajvardina types were still being produced. The manuscript is an invaluable source for the study of the processes of production, the sources of raw materials, as well as recipes for stonepaste bodies, glazes, and various types of decoration. An English translation and discussion of these are given by Allan Reference Allan1973 and Matin Reference Matin and Watson2020.
The recipe given by Abu’l Qasim Kashani for stonepaste suggests that it was made of 80% siliceous stones (mainly quartz/quartzite), 10% white plastic clay and 10% of frit glass. Chemical analyses, consistent with this recipe, have indicated a typical composition of stonepaste bodies for lustre (Kingery and Vandiver Reference Kingery and Vandiver1986; Pradell et al. Reference Pradell, Molera, Smith and Tite2008), mina’i (Mason et al. Reference Mason, Tite, Paynter and Salter2001; Mason Reference Mason2004), and lajvardina (Osete-Cortina et al. Reference Osete-Cortina, Doménech-Carbó, Doménech, Yusá-Marco and Ahmadi2010; Röhrs et al. Reference Röhrs, Dumazet, Kuntz and Franke2022) wares. This composition is mainly composed of 85 wt% SiO2, 6.5 wt% Al2O3, 1.5 wt% CaO, and 5 wt%
 . However, the differences in their microstructure and firing temperatures only have been studied to a limited extent.
. However, the differences in their microstructure and firing temperatures only have been studied to a limited extent.
5.2.1 Lustre Ware
Three styles of Kashan lustre ware have been identified by Watson (Reference Watson1985a, Reference Watson1976) which appear to indicate the stages of its development. The earliest stage appears to be the ‘monumental style’ where the main figures were depicted in reverse, that is, instead of painting the main motifs in lustre, they were left white against a lustre background. Rather distinct from this style is the ‘miniature style’ with designs which as the name suggests were closely related to the manuscript illumination of the period, which is missing, but is seen to a large extent in the later manuscripts of fourteenth and fifteenth centuries. Watson (Reference Watson1976) has suggested that the ‘miniature style’, which is painted in lustre on a white background, was most probably developed primarily for the enamelled mina’i wares (Section 5.2.2). Finally, the ‘Kashan’ style, with designs in reverse on a lustre ground appeared to have been an amalgamation of the two styles (see, e.g., Figure 10a).

(a) An example of a Kashan Lustre Ware
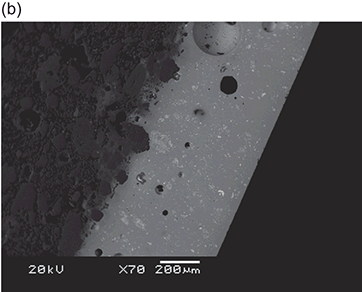
(b) a typical backscattered SEM photomicrograph of a section through opaque white glaze (lead-alkali compositional type) into stonepaste body of a Kashan lustre ware.
The glazes were of two compositional types: lead-alkali type (12–24 wt% PbO, 5–13 wt%
 ) opacified by typically 3.5–8 wt% SnO2 (see, e.g., Figure 10b), and a soda-lime transparent type (17–20 wt%
) opacified by typically 3.5–8 wt% SnO2 (see, e.g., Figure 10b), and a soda-lime transparent type (17–20 wt%
 ) (Kingery and Vandiver Reference Kingery and Vandiver1986: 116; Mason Reference Mason2004; Pradell et al. Reference Pradell, Molera, Smith and Tite2008). It appears that the soda-lime glazes were often used to glaze the reverse of dishes and interior of the closed vessels. The lustre layers appear to be a mixture of copper (2–5 wt% Cu) and silver (<5 wt% Ag), with copper contents significantly higher than those of Egyptian Fatimid lustres (Pradell et al. Reference Pradell, Molera, Smith and Tite2008: 2661; see also Section 5.1.3).
) (Kingery and Vandiver Reference Kingery and Vandiver1986: 116; Mason Reference Mason2004; Pradell et al. Reference Pradell, Molera, Smith and Tite2008). It appears that the soda-lime glazes were often used to glaze the reverse of dishes and interior of the closed vessels. The lustre layers appear to be a mixture of copper (2–5 wt% Cu) and silver (<5 wt% Ag), with copper contents significantly higher than those of Egyptian Fatimid lustres (Pradell et al. Reference Pradell, Molera, Smith and Tite2008: 2661; see also Section 5.1.3).
5.2.2 Mina’i Ware
The Persian term mina’i, adopted by dealers and collectors since the twentieth century, refers to overglaze enamelled ceramics from medieval Iran. In this technique, once the glazed vessel was fired it was painted with various enamels and fired for the second time. The second firing was performed at lower temperatures than the first, preventing the underlying glaze from softening, while still high enough to allow the enamels to fuse. Mina’i wares feature figural representations closely tied to contemporary Persian manuscript painting, even though the manuscripts themselves have not survived. They also feature geometric, floral, and epigraphic designs, coming in various sizes and shapes of vessel, with bowls being the most common. Due to the popularity of mina’i wares in the art market during the 1930s, unscrupulous dealers went to great lengths to assemble new complete vessels from unrelated sherds. They concealed these efforts through intensive overpainting and restoration. Therefore, caution is needed when dealing with museum complete pieces (see e.g., Norris and Watson Reference Norris and Watson2021; Watson Reference Watson1985b).
There seem to have been close connections between mina’i and lustre production, and pieces with both lustre and enamel decorations represent complex production processes (McClary Reference McClary2022). Kashan stands out as the most convincing centre for its production. Based on inscriptions on known pieces, mina’i wares was produced between 1180 and 1219 (Watson Reference Watson and Hillenbrand1994: 171). However, there are suggestions that the chronology needs to be reconsidered based on evidence of mina’i tiles in Konya dated as early as 1174 (McClary Reference McClary2016). Abu’l Qasim Kashani, in his 1301 CE treatise, asserts that this technique, referred to as haft-rang [seven-coloured], had ceased to be practiced. Recent evidence of mina’i-decorated sherds, identified as the Fatimid Fustat Sgraffito type based on the foot shapes and glazing manner, as presented by Watson (Reference Watson, Blair, Bloom and Williams2024), suggests that the mina’i technique may have travelled westward to Fustat. Additionally, it may have served as inspiration for figural images and motifs on Syrian Rusafa wares (see Section 4.3.3).
The base glazes are of the lead-alkali compositional type (14–22 wt% PbO and 7–12 wt%
 ) and opacified by 6–10 wt% SnO2 (see Figure 7). They are either white or coloured turquoise by addition of 1–2 wt% CuO as colorant (Mason et al. Reference Mason, Tite, Paynter and Salter2001; Mason Reference Mason2004: Table 6.5; Wen and Pollard Reference Wen and Pollard2014).
) and opacified by 6–10 wt% SnO2 (see Figure 7). They are either white or coloured turquoise by addition of 1–2 wt% CuO as colorant (Mason et al. Reference Mason, Tite, Paynter and Salter2001; Mason Reference Mason2004: Table 6.5; Wen and Pollard Reference Wen and Pollard2014).
In some cases, applied relief with a composition similar to the stonepaste body was added over the base glaze. Cut gold leaf gilding was also sometimes applied using an organic binder after the first firing, before any of the enamels were applied. SEM microstructures often reveal bubbles under the gold leaf, likely caused by the burning of organic binders during the second firing (Holakooei et al. Reference Holakooei, Mishmastnehi, Moloodi Arani, Röhrs and Franke2023).
A wide range of colour decorations are used on mina’i wares. Koss et al. (Reference Koss, McCarthy, Chase, Smith, McCarthy, Chase, Cort, Douglas and Jett2009), in their chemical and microstructural analysis of a set of mina’i sherds, highlighted the presence of a range, rather than a singular mina’i technology. Notable variations in enamel compositions, the sequence of application, and firing regimes are evidence of this range, often correlating with stylistic distinctions.
Based on their microstructural studies, most enamel layers exhibit an even linear interface, with minimal interaction with the underlaying base glaze. This suggests that these enamels were likely applied after the initial firing. However, turquoise glaze, as well as certain varieties of blue and purple, appear to have been applied as an inglaze over the raw base glaze before firing.
Turquoise glaze was achieved by 1–2 wt% copper oxide. A range of blue were obtained by 0.1–6.5 wt% CoO, accompanied by 0.3–2.1 wt% FeO and 0.6–5.3 wt% As2O3. These blues vary in microstructure, chemistry, appearance, intensity of colours, and ways of application and have been categorised to different types by Koss et al. (Reference Koss, McCarthy, Chase, Smith, McCarthy, Chase, Cort, Douglas and Jett2009) and Wen and Pollard (Reference Wen and Pollard2014). Based on their analyses it appears that in some cases, the cobalt pigment was mixed with a mixture similar to that of the base glaze powder and applied, while in others, the cobalt pigment was processed into a frit (see also, Mason et al. Reference Mason, Tite, Paynter and Salter2001).
The main black pigment used on mina’i wares was chromite containing 1.2–4 wt% Cr2O3, accompanied by 0.6–3.6 wt% FeO and 1.2–3 wt% MgO. This pigment was used for drawings under the base glaze, as well as opaque, dense accent areas (such as facial features and hair), although the chromite used is more finely ground in the former case which allows for finer and thinner application of underdrawings. Another type of black was achieved by a mixture of manganese and iron oxides (0.5–6.5 wt% MnO and 3–8.1 wt% FeO).
The red pigment consisted of iron oxide (2.5–8.5 wt% FeO), sourced from hematite, and the pink appears to be a mixture of hematite and tin oxide (1.2 wt% FeO and 4.7 wt% SnO2). The purple was achieved by manganese oxide (1–3 wt% MnO), and olive-green type with mottled yellow was found to consist of chromium, iron, and copper, although the specific chemical composition was not provided (see Koss et al. Reference Koss, McCarthy, Chase, Smith, McCarthy, Chase, Cort, Douglas and Jett2009: 43).
The archaeometric examination of pigments indicates a strikingly similar use of chromium-based pigments on mina’i wares as seen in earlier slip-painted wares from Eastern Iran. The use of chromite pigment for black and the identification of chromium in an olive-green pigment with mottled yellow on mina’i wares closely parallel the practices developed by earlier potters in Eastern Iran. Abu’l Qasim Kashani, in his treatise, mentioned that the chromite, known as muzarrad in medieval Persian, was procured from the mountains of Jajarm in Khurasan, Northeastern Iran. While it remains uncertain whether this was also the source for the chromium-based pigments in slip-painted wares, the fact that the mine(s) were situated in a similar region raises an intriguing possibility linked to the initial use of these pigments in Eastern Iranian wares.
The connections between mina’i and slip-painted wares extend beyond the use of chromite pigments; stylistic parallels are also apparent. Both feature epigraphic decorations around the rim and showcase large sizes, reaching up to approximately 50 cm in diameter. These shared characteristics suggest a continuity and further development of technologies and styles initially employed in Samanid wares, evolving into the twelfth-century Seljuq wares.
5.2.3 Lajvardina Ware
Lajvardina wares, adapted from mina’i ceramics, were produced during the thirteenth and fourteenth centuries within the Ilkhanid Period in Iran. The designs are non-figural, typically featuring geometric patterns. Reflecting the influence of the Mongol period in Iran, Chinese motifs such as phoenixes, lotuses, and peonies are commonly seen particularly on lajvardina tiles. These tiles were extensively used at Takht-i Sulaiman in northwestern Iran, serving as the summer palace for Abaqa Khan, the grandson of Ghengis Khan and the second Ilkhanid ruler. It appears that potters from Kashan were brought to the site to produce these tiles (Masuya Reference Masuya1997: 226).
Chemical analyses of lajvardina sherds from Takht-i Sulaiman, Sultaniya, Rayy, Yazd, and Kashan indicated that base glazes come in blue, achieved with 0.3–0.8 wt% CoO, accompanied by 0.3–1.2 wt% As2O3 and 1–2.3 wt% FeO), or turquoise, achieved with 1.4–3.2 wt% CuO. White base glazes, which from the data currently available, appear to be exclusive to lajvardina sherds from Takht-i Sulaiman, are achieved with 1.2–8.9 wt% SnO2 (Holakooei et al. Reference Holakooei, Mishmastnehi, Moloodi Arani, Röhrs and Franke2023).
The glazes fall into three main compositional types: lead-alkali (8–38 wt% PbO and 10–14 wt%
 ) opacified by 5–11 wt% SnO2, or alkali-lime (4–26 wt%
) opacified by 5–11 wt% SnO2, or alkali-lime (4–26 wt%
 ; 2–8 wt% CaO) without opacification (Osete-Cortina et al. Reference Osete-Cortina, Doménech-Carbó, Doménech, Yusá-Marco and Ahmadi2010; Röhrs et al. Reference Röhrs, Dumazet, Kuntz and Franke2022; Holakooei et al. Reference Holakooei, Mishmastnehi, Moloodi Arani, Röhrs and Franke2023). Additionally, one sample appear to belong to the low lead-alkali compositional type (4 wt% PbO; 3.5 wt% K2O, and unspecified levels of Na2O), with 1.2 wt% SnO2. The main distinguishing factor between glaze compositions is the presence or absence of lead-tin calx for opacification, categorising the final glaze composition as either (low) lead-alkali or alkali-lime. Based on analysed sherds, all turquoise base glazes fall under the lead-alkali type, blue glazes fall under both lead-alkali and alkali-lime, and white base glazes exhibit all three compositional types.
; 2–8 wt% CaO) without opacification (Osete-Cortina et al. Reference Osete-Cortina, Doménech-Carbó, Doménech, Yusá-Marco and Ahmadi2010; Röhrs et al. Reference Röhrs, Dumazet, Kuntz and Franke2022; Holakooei et al. Reference Holakooei, Mishmastnehi, Moloodi Arani, Röhrs and Franke2023). Additionally, one sample appear to belong to the low lead-alkali compositional type (4 wt% PbO; 3.5 wt% K2O, and unspecified levels of Na2O), with 1.2 wt% SnO2. The main distinguishing factor between glaze compositions is the presence or absence of lead-tin calx for opacification, categorising the final glaze composition as either (low) lead-alkali or alkali-lime. Based on analysed sherds, all turquoise base glazes fall under the lead-alkali type, blue glazes fall under both lead-alkali and alkali-lime, and white base glazes exhibit all three compositional types.
The gilding, along with the black, white, red enamels, and blue and turquoise inglazes, are similar to those observed on mina’i wares. Black enamels employed either chromite or manganese oxide. Analysis of chromite black pigments on sherds from Takht-i Sulaiman identified chromium and iron, but no manganese, indicating the sole use of iron-chromite. Tin oxide and iron oxide (from hematite) were used for white and red enamels, respectively. Similar to the mina’i wares, chromium-based olive green/yellow were also identified on lajvardina sherds from Takht-i Sulaiman and PbCrO4 was also identified. Cobalt and copper oxides were introduced for blue and turquoise inglaze decorations respectively.
5.2.4 Interactions with China – Underglaze Blue-Painted Wares
At the core of the development of blue-and-white wares were two pivotal technologies that found their way from Iran to China. The first was the underglaze painting technology, and the second involved the use of cobalt blue pigment, specifically sourced from the cobalt mine in the village of Qamsar, situated southwest of Kashan (Matin and Pollard Reference Matin and Pollard2015, Reference Matin and Pollard2017). These two technologies converged in Jingdezhen, in eastern China, during the second quarter of the fourteenth century, giving rise to the production of exquisite porcelain ware with underglaze cobalt blue painting. Watson (Reference Watson2020: 347) draws attention to discarded pieces of early Yuan Chinese Blue-and-white porcelain bearing Persian verses, supposedly inscribed by a native Persian, as evidence supporting the idea that these techniques were transferred through direct personal contact.
The earliest Persian Chinoiserie underglaze blue-painted copies seem to have originated in Samarqand, potentially produced by potters forced to relocate from Iran and Syria to Samarqand by Timur (see, e.g., Watson Reference Watson1987). Mason (Reference Mason, Golombek, Mason and Bailey1996: 35, 112, 114) argues that the execution and motifs of these wares appears to follow imitations of blue-and-white Yuan porcelain excavated at Hama and Fustat. It appears, however, that the Syrian potters working in Samarqand would have needed to experiment with locally available materials, resulting in discernibly different stonepaste body fabrics from those in Syria. Nevertheless, they did share the use of quartz sand, as opposed to crushed quartz (Mason Reference Mason, Golombek, Mason and Bailey1996: 35).
It appears that potters subsequently began to migrate from Samarqand westwards and established workshops in cities like Nishapur, Mashhad, Tabriz, and others. Mason (Reference Mason, Golombek, Mason and Bailey1996) proposed various petrofabric groups based on petrographic analysis of samples tentatively or securely associated with these cities. Subsequently, Tite et al. (Reference Tite, Wolf and Mason2011) conducted chemical analyses to determine the composition of their stonepaste bodies. For instance, the ‘Nishapur petrofabric’ group, as identified by Mason (Reference Mason, Golombek, Mason and Bailey1996: 38, 42), included wasters and pottery from the kiln site at Nishapur, along with a dish inscribed with its place of manufacture as Nishapur. Chemical analysis by Tite et al. (Reference Tite, Wolf and Mason2011, 572) indicated that the stonepaste body consisted of 92 wt% SiO2, 3 wt% Al2O3, 1.5 wt% CaO, and 2 wt%
 .
.
A crucial aspect in the production of both Chinese Blue-and-white porcelain and their Persian imitations was the acquisition and use of cobalt blue pigment. The cobalt mine in Kashan is well-documented in Persian and Chinese historical manuscripts (for a review of Persian sources see Matin and Pollard Reference Matin and Pollard2015; for Chinese sources see Watt Reference Watt1979 and Wen Reference Wen2012: 70–130), and surveys, along with chemical and mineralogical analyses of its ore (Matin and Pollard Reference Matin and Pollard2017). It has been established that the cobalt ores from Kashan were of the high arsenic type, often accompanied by other high-iron minerals. The presence of arsenic and iron alongside cobalt in the analysis of cobalt pigments serves as a distinctive fingerprint indicating the source as the Kashan mine. Extensive analyses of Chinese blue-and-white porcelain, as well as Persian and other Islamic imitations, have revealed that the Kashan mine was the sole source of cobalt used in Chinese blue-and-white porcelain during the Yuan and early Ming dynasties. The fate of Kashan cobalt in China beyond this period remains unclear, and it is uncertain whether it was combined with other sources or entirely replaced by Chinese local sources. In Iran, while cobalt blue was used in the pre-Mongol period, its prominence increased significantly after the Mongol invasions. It became a dominant secondary colour on lustrewares, the primary glaze colour in lajvardina wares and subsequently featured in the underglaze blue-painted wares of the Timurid and Safavid periods. Chemical analyses conducted by Wen (Reference Wen2012: 305–336) on a wide range of Islamic glazed wares indicate that cobalt from the Kashan mine continued to be used for much longer, persisting until the nineteenth century, not only in Iran but also across the Islamic world. One notable exception seems to be the ceramics of the Iznik type (Section 6.5), which, based on its chemical composition, appear to have employed cobalt from a different source.
6 Anatolia
Anatolia, the present-day Turkey, had been a core territory of the Byzantine Empire since the decline of the Roman Empire. However, starting in the eleventh century CE, a combination of internal weaknesses within the Empire, such as political instability and economic difficulties, and external pressures from the Seljuq Turks contributed to the Empire’s decline in Anatolia. With the presence of Seljuqs in Iran and Central Asia, as discussed in Section 6, a branch migrated to Anatolia in the eleventh century CE, and established the Seljuqs of Rum, bringing with them new technologies and decorative styles. Under their sultans, they established the Sultanate of Rum, which covered significant portion of the Central and Western Anatolian region. This migration and the Sultanate’s establishment left a profound and lasting impact in the region. The Seljuqs introduced their Islamic Turkic culture and tradition, as well as language, and gradually expanded their control, challenging Byzantine authority. This rise of the Seljuq Sultanate of Rum played a crucial role in shaping subsequent events until 1243 CE when the Mongols from Central Asia defeated the Seljuqs during the Battle of Kose Dag in Central Anatolia, marking a turning point in the history of the region.
During the subsequent Ilkhanid reign, the Mongol rule in Western Asia, began. The Seljuq Sultanate of Rum fell under political and economic control of the Ilkhanids, and the Seljuq authority progressively waned. Instead, various Turkish tribal leaders, known as bey, established their own beyliks and carved out territories in different parts of Anatolia. In the late thirteenth century CE, Osman I gradually emerged as the most powerful among the beyliks and founded the Ottoman Beylik. Under his leadership and that of his successors, the Ottoman Beylik expanded its territory and influence, and glazed Islamic ceramics became increasingly dominant over Byzantine ceramics across expanding areas of the region. Under the reign of the Ottoman Sultan Mehmed II, the conquest of Constantinople in 1453 CE marked the definitive end of the Byzantine Empire and the beginning of the Ottoman Empire.
Regarding ceramic production, there are, first, Seljuq ceramics (Section 6.1), followed by Beylik ceramics (Section 6.2). Then, at the beginning of the Ottoman period, there is the arrival in the 1410s of a group of potters from Iran who styled themselves the Masters of Tabriz (Section 6.3). Subsequently, by the mid-fifteenth century CE, Ottoman potters were producing Miletus ware (Section 6.4) and from the end of the fifteenth century onwards, the production of Iznik wares marked one of the technological and artistic peaks of Islamic ceramic production (Section 6.5).
6.1 Seljuq Ceramics
During the reign of Sultan Alaeddin Keykubad I (1220–37), and prior to their defeat by the Mongols in 1243 CE, the Seljuqs undertook many major building and infrastructure projects, including the Royal Palace at Konya and the palace of Kubad-Abad which is situated on the southwestern shore of Lake Beysehir in Central Turkey, about 100 km west of Konya. Although no inscription stating the construction date of the palace of Kubad-Abad has been found, a mosque inscription dated 1234 CE in the neighbouring village indicates that a considerable settlement developed around the complex at that time.
Freestone et al. (Reference Freestone, Yeğingil, Arık, McCarthy, Chase, Cort, Douglas and Jett2009) have analysed some fifty tiles excavated from the palace of Kubad-Abad, and Öztürk et al. (Reference Öztürk, Şimşek-Franci and Kuşoğlu2022) have analysed six tiles from excavation in Konya. The Kubad-Abad tiles were categorised into three basic forms: polychrome decorated eight-pointed star-shaped tiles, polychrome and bichrome decorated cross-shaped tiles, and monochrome turquoise blue rectangular tiles. Analytical data were also obtained for two contemporary ceramic vessels from the site.
The bodies of these Seljuq tiles are of the stonepaste type containing predominately angular quartz up to about 5 mm in diameter (85–93 wt% SiO2). The absence of composite quartz-feldspar grains, plus the predominance of monocrystalline quartz, suggests that the quartz was obtained by crushing quartz pebbles. The high alumina contents (5–7 wt% Al2O3), together with the low lime (1–3 wt% CaO) and iron oxide contents (< 1 wt% Fe2O3), of both the tile and vessel bodies suggests the use of a kaolinitic clay, rather than a pale-firing calcareous clay, frequently used for stonepaste bodies. The quartz particles are bonded together by the addition of a soda-lime frit. The added frit content of the tiles, as reflected by their soda contents (0.7–1.8 wt% Na2O), is lower than that of the Seljuq vessel bodies (2.4 wt% Na2O). Since soda contents equal to or greater than 2 wt% are observed for most stonepaste vessel bodies, it seems possible that this reflects the greater strength required for vessels as compared to decorative tiles supported by their backing-wall. Both tin-opacified lead alkali glazes (13–15 wt% PbO, 9–13 wt% Na2O, 5–8 wt% SnO2) and transparent soda-lime glazes (11–15 wt% Na2O, 3–7 wt% CaO) were used.
The colorants copper which is used to produce the monochrome turquoise (pale blue) glazed rectangular tiles, and manganese and cobalt which are used to produce purple and dark blue glazes, respectively. In addition, one group of tiles has a well-defined underglaze cobalt pigment, comprising fine particles of cobalt-bearing iron oxide mixed with fine quartz particles. This underglaze appears to be an attempt to stabilise or fix the cobalt pigment and to stop it from bleeding into the glaze.
The second particulate colorant is chromite which provides an underglaze black and which is widely used for borders and motifs to produce a silhouette-type decoration. The black chromite particles are a chrome-rich spinel composed mainly of Cr2O3, with subordinate Fe2O3, Al2O3, and MgO, in addition to variable amounts of copper oxide, absorbed from the copper colorant in the glaze (Section 2.4.2).
6.2 Beylik Ceramics
From about the mid-fourteenth century CE through to the early fifteenth century CE, Beylik potters in western Anatolia produced various types of pottery, including Polychrome Sgraffitto, Moulded ware (glazed and unglazed), and Monochrome Turquoise Glazed Wares (Burlot and Waksman Reference Burlot, Waksman, Kontogiannis, Böhlendorf-Arslan and Yenişehirlioğlu2021).
All three pottery types were made using a clay body which was dried before being coated with a clay-based slip, into which a pattern was incised in the case of Polychrome Sgraffitto ware, and the pottery was then biscuit-fired. After the biscuit-firing, additional decoration was sometime painted onto the slip before applying a glaze and firing for a second time.
In the case of Polychrome Sgraffitto and Moulded Wares, transparent high lead glazes (45–65 wt% PbO, < 2 wt%
 ) were used. The glaze colorants used were iron yellow-brown, copper green and manganese purple for the dots on Polychrome Sgraffitto ware. Polychrome Sgraffitto Ware, but not Moulded Ware, was also used in the production of Late Byzantine tableware in, for example, Pergamon and Ephesus. Both Byzantine and Islamic tablewares were technically similar, using transparent high lead glazes, but stylistically different.
) were used. The glaze colorants used were iron yellow-brown, copper green and manganese purple for the dots on Polychrome Sgraffitto ware. Polychrome Sgraffitto Ware, but not Moulded Ware, was also used in the production of Late Byzantine tableware in, for example, Pergamon and Ephesus. Both Byzantine and Islamic tablewares were technically similar, using transparent high lead glazes, but stylistically different.
In contrast, the glazes applied to the Monochrome Turquoise Glazed ware are tin-opacified and of the lead-alkali type (27–37 wt% PbO, 3–8 wt%
 with 8–11 wt% SnO2). Therefore, these glazes are uniquely Islamic and differ from the glazes used by Byzantine potters, who did not produce ceramics with tin-opacified glaze. Because of the lower lead oxide content and the higher alkali content of this glaze, the copper colorant produced a turquoise colour, rather than the green colour observed in the previous high lead glazed wares.
with 8–11 wt% SnO2). Therefore, these glazes are uniquely Islamic and differ from the glazes used by Byzantine potters, who did not produce ceramics with tin-opacified glaze. Because of the lower lead oxide content and the higher alkali content of this glaze, the copper colorant produced a turquoise colour, rather than the green colour observed in the previous high lead glazed wares.
The production of Monochrome Turquoise Glazed Wares is widespread in the Islamic world, including at Qal’at Ja’bar in Syria where it is again produced using a clay-based body (Section 4.1.4). However, in the absence of any comparable analytical data for the glaze, it is not possible to establish whether or not there are any technical links.
6.3 Masters of Tabriz Tiles
It has already been discussed in Section 6 that Timur forcibly relocated craftspeople from across his burgeoning empire to the capital Samarqand, where he commissioned the development of various crafts and undertook extensive architectural projects. Among these were a group of potters, who were originally from Turkomen Tabriz, but it seems likely they arrived in Western Anatolia directly from Timurid Central Asia sometime in the 1410s. They styled themselves ‘Masters of Tabriz’ and dominated the production of tilework in a sequence of important Ottoman buildings in Istanbul, Bursa and Edirne between 1420 and 1480 CE.
Henderson and Raby (Reference Henderson and Raby1989) first established that the Master of Tabriz tile bodies were of the stonepaste type with the quartz particles bonded together with limited quantities of soda-lime frit. The composition of the single glaze analysed was approximately 3 wt% PbO, 14 wt% Na2O, 1.5% wt% K2O, 3.5 wt% CaO, and 3.5 wt% SnO2, which is consistent with the use of soda-rich desert or coastal plant ashes. Simsek et al. (2019) confirmed, in their analysis of tiles from mosques in Edirne, that the Masters of Tabriz potters used stonepaste bodies containing some 75 wt% SiO2, 12 wt% Al2O3, and 5 wt% Na2O, but that, in this case, the glazes contain 20–30 wt% PbO and are free of tin. The glaze colorants used in the decoration of the Masters of Tabriz tiles were copper turquoise blue, manganese purple, and cobalt dark blue.
6.4 Miletus Ware
In contrast to the high-quality tiles produced in limited quantities by the Masters of Tabriz, the next major ceramic development in western Anatolia, was the introduction of Miletus Ware vessels which were mass-produced by Ottoman potters (Lane Reference Lane1957b). Miletus Ware was named by Friedrich Sarre since he found it abundantly at Miletus, a site located on the Aegean coast of Anatolia, and assumed that it was locally manufactured (Sarre 1930–1931). Archaeological excavations have provided evidence of the production of Miletus Ware in four centres in Anatolia: Kütahya, Pergamon, Akçaalan, and Iznik which is considered as the major centre. Discoveries in Miletus itself suggest the local production of Miletus Ware, but this has yet to be confirmed.
The interior surfaces of Miletus Ware vessels feature painted decoration, usually in dark-blue, turquoise, purple and black colours, and the main motifs include flower rosettes or sunburst at the centre with radial lines around this central motif. The painted decoration is then covered with a transparent glaze. Our understanding of the production technology for Miletus ware is largely based on analysis by Burlot et al. (Reference Burlot, Waksman, Bellot-Gurlet and Simsek-Franci2020) of the glazes applied to the inner surfaces of 27 Miletus Ware sherds excavated from well-stratified contexts from five Turkish sites (Ephesus, Miletus, Pergamon, Sardis, and Iznik) as well as three sites located in the Crimea. The sherds span the period for the production of Miletus Ware from the mid-fifteenth century CE through to the end of the sixteenth century CE.
The bodies of Miletus ware are all clay-based, but in the majority of cases, a quartz-based slip similar in composition (82–92 wt% SiO2, 3–9 wt% Al2O3, 2–4 wt% Na2O, 0.5–3 wt% CaO) and microstructure to that of stonepaste bodies (Section 2.3) was applied over the clay body.
The glazes are all of the transparent lead-alkali type, but differ from earlier Islamic lead-alkali glazes in that their soda contents are significantly greater than their potash contents (6–33 wt% PbO, 5–17 wt% Na2O, < 3 wt% K2O), and that they also contain small amounts of boron and lithium. Similar to later Iznik wares, the most probable source of the alkali used in the production of Miletus ware glazes is a soda-rich evaporite from hot spring waters in western Turkey (Tite et al. Reference Tite, Shortland, Schibille and Degryse2016).
The underglaze decoration of Miletus Ware consists of four colours, turquoise (pale blue), purple, dark blue, and black. Copper oxide (>2.4 wt% CuO) is the colorant for the turquoise (pale blue) decoration, with the copper entirely present as Cu++ ions. Manganese-based minerals (>1.8 wt% MnO) provide the colorant for the purple decoration, but in this case, manganese-rich inclusions are present in the purple areas. Cobalt (0.4–2.0 wt% CoO) is the colorant for the blue decoration. These cobalt-rich areas contain higher copper and iron as well as some nickel, which results in the presence of inclusions of cobalt-iron and nickel-iron spinels (i.e., CoFe2O4 and NiFe2O4, respectively).
Finally, chromium (1.5 wt% Cr2O3) is the black colorant for the fine straight or curved lines of the decoration, the chromium colorant consisting of crushed, angular chromite particles which do not diffuse within the glaze. The black chromite particles are a chrome-rich spinel, composed mainly of Cr2O3, with subordinate Al2O3, MgO and Fe2O3 (>49 wt% Cr2O3 and approximately 16 wt% Al2O3, 13 wt% MgO, >4.5 wt% Fe2O3). In addition, some chromite particles contain relatively significant amounts of copper, manganese, cobalt and nickel, which again have probably diffused from the adjacent painted decorations in the glaze (Section 2.4.2). A possible source of the chromite pigment is the mines of magnesiochromite located in the provinces of Eskişehir, Bursa, Denizli, and Kütahya in western Anatolia.
Cobalt dark-blue, and chromium-based black pigments do not appear to have been used in the decoration of Byzantine and Beylik Wares from this region (Burlot et al. Reference Burlot, Waksman, Böhlendorf-Arslan and Yenişehirlioğlu2018).
6.5 Iznik Ware
Iznik ware, which was produced in Ottoman Turkey from the end of the fifteenth century CE onwards (Figure 11) (Henderson Reference Henderson, Atasoy and Raby1989; Tite Reference Tite1989; Paynter et al. Reference Paynter, Okyar, Wolf and Tite2004). Initially produced as a substitute for imported Chinese blue-and-white porcelain, the generally accepted sequence for the development of Iznik pottery starts in about 1480 CE with ‘Abraham of Kutahya’ ware and continues through ‘Golden Horn’ wares by about 1530 CE, ‘Damascus’ wares by about 1540 CE, and Rhodos wares by about 1560 CE with its production continuing into the seventeenth century CE (Rogers and Ward Reference Rogers and Ward1988: 186–188). The decoration of the ‘Abraham of Kutahya’ and ‘Golden Horn’ wares is predominantly blue and white whereas that of the ‘Damascus’ and ‘Rhodos’ is polychrome
Because of the low iron contents and fine textures of the Iznik stonepaste bodies (about 1 wt% FeO) and slips (< 0.5 wt% FeO), together with the fact that they contain some 20 wt% of glassy frit, including a few percent of high lead frit, the result is an exceptionally hard, dense and glassy white body. The Iznik glaze is an essentially transparent lead-alkali glaze (20–40 wt% PbO, 8–14 wt% Na2O) containing some 4–7 wt% SnO2, of which the great majority is in solution. As in the case of Miletus ware (Section 6.4), the alkalis were obtained from Na-rich hot springs and wells in Western Turkey. As discussed by Paynter et al. (Reference Paynter, Okyar, Wolf and Tite2004), the formulation of Iznik glazes makes them ideal for these high prestige ceramics. First, their high purity and in particular their very low iron oxide contents (typically < 0.5 wt% FeO) results in a completely colourless glaze of great clarity. Second, the high lead content results in a glaze with maximum gloss and brilliancy. The underglaze colorants used to decorate Iznik ware include cobalt blue, copper green and turquoise, manganese purple, chromite black, and finally, in the case of Rhodos ware, bole red (Tite Reference Tite1989).

(a) An example of an Iznik ware
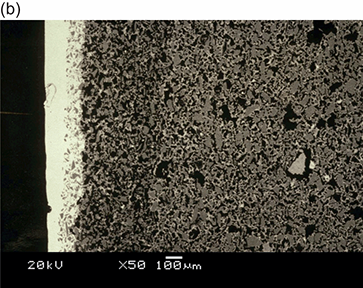
(b) a typical backscattered SEM photomicrograph of a section through transparent glaze into the slip and stonepaste body of an Iznik ware.
7 The Introduction of Islamic Ceramic Technology into Christian Europe
The introduction into Christian Europe of the technology for the production of glazed ceramics comparable to those produced in the Islamic world occurred via two routes. The first route was via al-Andalus (Section 7.1) and the second was via Ifriqiya (i.e., modern Tunisia) and Sicily (Section 7.2) (see also Figure 2). The subsequent developments in Christian Europe are discussed in Section 7.3.
7.1 The Beginning of Islamic Glazed Ceramic Production in al-Andalus
The first polychrome tin-opacified ceramics in al-Andalus, ‘verde y manganeso’, have been found in Cordoba (Madinat Qurtuba), dating to the Late Emirate period (888–912 CE) (Salinas and Pradell Reference Salinas and Pradell2018). Subsequently, during the Umayyad Caliphate (929–1031 CE), when the new palace city was built in 939 CE at Madinat al-Zahra a few kilometres from Cordoba, production of ‘verde y manganeso’ increased dramatically. However, it still remained a luxury ceramic.
Salinas and Pradell (Reference Salinas and Pradell2020) have examined production debris associated with this period which was found in the pottery workshop quarter of Cordoba, as well as ‘verde y manganeso’ ceramics both from the palace site at Madinat al-Zahra and from domestic properties in Cordoba itself. Among the production debris was a fragment of a vessel containing a white glassy material. Analysis showed that this consisted of tin oxide and lead carbonate suggesting that the vessel was used in the production of a lead-tin calx, which with the addition of quartz and plant ash would have produced a tin glaze comparable in composition to that used in Abbasid Iraq (Matin et al. Reference Matin, Tite and Watson2018).
The glazes of all the ‘verde y manganeso’ ceramics included both the high lead and lead-alkali types (30–60 wt% PbO and up to about 6 wt%
 ). In contrast, the tin oxide contents of the palace ceramics were higher than those of the domestic ceramics from Cordoba (5–16 wt% as compared to 1–5 wt% SnO2). Because of the high cost of tin oxide, this suggests that the palace ceramics were regarded as being of a higher quality than the domestic ceramics. The ceramics were decorated with copper-green (0.4–0.9 wt% CuO) and manganese-brown (1.8–4.4 wt% MnO), with a honey plain glaze (1.4–2.8 wt% FeO).
). In contrast, the tin oxide contents of the palace ceramics were higher than those of the domestic ceramics from Cordoba (5–16 wt% as compared to 1–5 wt% SnO2). Because of the high cost of tin oxide, this suggests that the palace ceramics were regarded as being of a higher quality than the domestic ceramics. The ceramics were decorated with copper-green (0.4–0.9 wt% CuO) and manganese-brown (1.8–4.4 wt% MnO), with a honey plain glaze (1.4–2.8 wt% FeO).
During both the Late Emirate Period and the Umayyad Caliphate, tin-opacified glazed ceramics were produced only in Cordoba, but were consumed all over the territory. Since, during the Umayyad Caliphate, present-day Portugal was part of al-Andalus, tin-opacified glazed ceramics found in Portugal were imported from Cordoba. However, by the end of the Caliphate rule in early eleventh century CE, tin-opacified glazed ceramics were being produced in other parts of Spain, both Islamic and Christian.
In summary, tin opacified glazes were introduced into al-Andalus some hundred years before they appeared in Tunisia. On the basis of the composition of the lead-tin calx, the technology was most probably introduced from Abbasid Iraq at the time of urbanisation in al-Andalus in order to emulate the Abbasid court. In addition, it appears that two qualities of ‘verde y manganeso’ ceramics were being produced for different cliental at the same workshop in Cordoba.
7.2 Glazed Ceramic Production in Tunisia and Sicily
The production of polychrome glazed ware in Tunisia (Ifriqiya) during the ninth century, under Aghlabid rule, was probably its earliest production in the western Islamic lands. Schematic geometric, epigraphic and bird designs were painted in green and brown colours with a bright yellow background. The ware is known as ‘Jaune de Raqqada’ (Raqqada yellow), due to the large number of these wares found at the palace of Raqqada which was occupied from c.868–921 CE, initially under Aghlabid rule and from 909 CE, under Fatimid rule. This polychrome glazed ware was made by applying manganese-brown and copper-green pigments under an iron-yellow high lead transparent glaze (Ben Amara et al. Reference Ben Amara, Schvoerer, Daoulatli and Rammah2001).
The second most representative early polychrome glaze production is called ‘Sabra glazed ware’ because a large number of these ceramics were found in the Fatimid capital of Sabra al-Mansuriyya which was founded in 947/948 CE and continued under the Zirid dynasty (972–1057 CE). Again, the wares were decorated by applying manganese-brown and copper-green pigments under an iron-yellow high lead transparent glaze.
Further groups of ceramics from Tunisia dating to the late tenth–early eleventh centuries CE and recovered from the sites of Bir Ftouha and Utica, located near to Carthage, have been subjected to detailed scientific examination (Salinas et al. Reference Salinas, Reynolds, Tite and Pradell2020, Reference Salinas, Reynolds and Pradell2022). Among the ceramics from Utica, a single glazed sherd is opacified and coloured yellow with lead antimonate particles, thus being the first documented yellow opaque lead antimonate glaze to be found in Tunisia (Salinas et al. Reference Salinas, Reynolds and Pradell2022)
Following the Arab invasion of Sicily, the discovery of locally produced polychrome yellow glazed wares in Palermo, referred to as ‘giallo di Palermo’, which have clear similarities to the Tunisian polychrome glazed wares and are dated to the late ninth-early tenth centuries CE, provide direct evidence for an immediate transfer of ceramic technology (Sacco Reference Sacco2017; Ardizzone et al. Reference Ardizzone, Pezzini, Sacco, Anderson, Fenwick and Rosser-Owen2018).
The subsequent development of Islamic ceramics in Sicily has also been investigated by Testolini (Reference Testolini2018) who examined ceramics with opaque glazes from Castello San Pietro in Palermo and Pizzo Monaco on the northwest coast of Sicily dating from the ninth-tenth centuries CE through to the eleventh century CE. On the basis of petrographic examination in thin section, ceramics produced in Sicily can be distinguished from those produced in Tunisia and subsequently imported into Sicily.
Three groups of ceramics were identified with opaque glazes. The first group, dating to the tenth century CE, displayed manganese-brown, copper-green, and iron-amber decoration over an opaque white glaze which, since these glazes contained less than about 1% tin oxide, were probably opacified by the addition of crushed quartz. The second group, dating to around the mid-eleventh century CE, displayed manganese-brown, copper-green, iron-amber and opaque lead antimonate yellow decoration over a tin-opacified white glaze. The third group, also dating to the mid-eleventh century CE, displayed manganese-brown, opaque tin oxide white, and opaque lead antimonate yellow decoration over a copper-green glaze opacified with tin oxide. All the glazes were of the high lead type, but with the first group containing less lead and more alkali than the second and third groups (i.e., 40–50 wt% PbO plus about 3 wt%
 compared to 50–60 wt% PbO plus about 1 wt%
compared to 50–60 wt% PbO plus about 1 wt%
 ).
).
On the basis of the results of petrographic analysis, it was established that all three groups include both ceramics produced in Tunisia and subsequently imported into Sicily, and those produced in Sicily itself. However, of the ceramics examined, a higher proportion of the first group were produced in, rather than being imported into, Sicily (i.e., six produced in Sicily out of a total of seven) as compared to the second and third groups (i.e., for each group, only one produced in Sicily out of a total of three).
Hence, in addition to the single ceramic dating to early eleventh century CE, from Utica coloured and opacified with lead antimonate (as noted above), the results obtained by Testolini (Reference Testolini2018) for these ceramics from Sicily further establishes that yellow lead antimonate and white tin oxide opacified glazed ceramics were being produced in both Tunisia and Sicily by the mid-eleventh century CE.
Therefore, tin-opacified white and lead antimonate opacified yellow glaze technologies spread into Tunisia, either directly or via Sicily, sometime in the eleventh century CE from Egypt, where they had been in use from the second half of the ninth century CE onwards (Section 4.1.1). Thus, contrary to what had originally been thought, there was a dynamic in which the opaque glaze tradition spread from Egypt to Tunisia and Sicily, and not from Tunisia to Egypt
7.3 Subsequent Developments in Christian Europe
Following the end of the rule of the Umayyad Caliphate in al-Andalus in the early eleventh century CE, Muslim control of the Iberian Peninsula progressively diminished with Toledo being lost in 1085 CE, Cordoba in 1236 CE, and Seville in 1248 CE, until only Granada, controlled by the Nasrid Dynasty (1232–1492 CE), remained (Guichard Reference Guichard2015)
The production of tin-opacified glazes outside Islamic territory is dated in the first half of the thirteenth century CE, in Catalonia (Barcelona) (Beltrán Reference Beltrán2009; Di Febo et al. Reference Di Febo, Fernández and Capelli2012; Peix et al. Reference Peix, Fernández and Garrigós2021), and in south-east of France (Marseille) (Marchesi et al. Reference Marchesi, Thiriot and Vallauri1997), as well as in Northern Italy (Pisa, Orvieto) where it is referred to as Archaic maiolica (Whitehouse Reference Whitehouse1978). These tin-opacified glazed ceramics, typically with copper-green and manganese-black decoration, are extensively found in small quantities throughout northern Europe from the thirteenth century onwards, possibly as a result of being used as containers for commodities such as spices (Blake Reference Blake, Mallet and Sani2021). At a later date, from the mid fourteenth century CE onwards, Manises and Paterna in the province of Valencia became important centres for the production of Hispano-Moresque lusterware which was extensive exported northwards into the rest of Europe (Molera et al. Reference Molera, Mesquida, Pérez-Arantegui, Pradell and Vendrell2001).
Although, during the second half of eleventh century CE, the Normans progressively increased their control of Sicily and parts of southern Italy (Wickham Reference Wickham2023), Muslim potters continued to operate in Sicily producing tin-opacified white and lead-antimonate-opacified yellow glazed ceramics up until 1233 CE. Thus, Muslim-inspired potters in Sicily and Apulia similarly began to produce tin-opacified glazed ceramics, known as Proto-maiolica in thirteenth century CE (Berti Reference Berti, Boldrini and Francovich1995).
Subsequently, during the Renaissance period, the range and quality of Italian maiolica progressively increased and by the end of the fifteenth century CE, a high level of artistic perfection had been achieved with the introduction of istoriato plates and vessels which were decorated with narrative and historical scenes (Tite Reference Tite2009). Additionally, Medici porcelain, the first European porcelain with well-documented surviving pieces, was produced in Florence from around 1575 CE until the death of the Grand Duke Francesco in 1587, the inspiration for its production being the import of both Chinese blue-and-white porcelain and Islamic blue-and-white Iznik ware (Tite Reference Tite and Wilson1991). Eventually, tin-opacified glazed pottery spread to France, the Netherlands, Germany, and England, which was variously known as faience, fayence, and delftware.
8 Conclusions
The development and production of Islamic ceramics are closely intertwined with the social and economic dynamics of their respective periods. The extent to which these influences can be traced depends on various factors, including the quality of published archaeological data, and the accessibility and condition of excavated materials suitable for scientific analysis (i.e., not weathered). Despite advancements, the scale and organization of pottery workshops remain largely unknown. The establishment of new capitals and the growth of large and urban centres such as Baghdad, Samarra, Fustat, and Samarqand created favourable conditions and increased demands for innovative ceramic creations, often involving the migration of skilled craftspeople from various regions. However, there are exceptions to this narrative. Kashan, for instance, was a relatively small town at the time, impacted by the Mongol invasion after decades of production, yet it persisted in producing some of the most exquisite ceramics in the history of the Islamic World.
Pottery workshops and kiln evidence are frequently mentioned in reports (see, e.g., Nishapur (Wilkinson Reference Wilkinson1973: 259), Samarqand (Shishkina and Pavchinskaja 1999), Isfahan (Rugiadi (Reference Rugiadi2011, Reference Rugiadi, Matthiae, Pinnock, Nigro and Marchetti2010), and Moshkin Tepe (Sedighian Reference Sedighian2010; Matin Reference Matin2022), yet there is a notable absence of comprehensive publications on major kiln sites throughout the Islamic World. We know from archaeological excavations as well as some written sources that there were large industrial zones attached to cities such as in Raqqa and Fustat. In other cases, there seems that there were smaller-scale villages or workshops specialising in pottery production. Evidence of kiln rods has been discovered as early as the ninth century in the production of glazed ceramics from Basra. The spread and continuity of this kiln technology are evidenced by findings of kiln rods across the Islamic World, including Samarqand, Nishapur, Takht-i Suleiman, Kashan, Moshkin Tepe, Balis-Meskene, and Pechina (al-Andalus) (see Thiriot Reference Thiriot and Demians d’Archimbaud1997). It appears that vertical updraught kilns were commonly used, with the fire chamber positioned at the bottom and heat directed upwards. Rods were inserted into the circular kiln walls at regular intervals, forming shelves upon which vessels were placed. Open bowls were positioned inside clay saggars to protect them during firing. Clay tripods may or may not have been used to separate the bowls from each other or from the saggars. This stacking method involved placing several bowls on top of each other and positioning them on kiln rods, either upright or upside down, distinguishable by the direction of glaze runs (Figures 12a and b). It is regrettable that we possess limited knowledge about kiln technologies themselves, as they could offer significant insights into potential connections and innovations across the region.
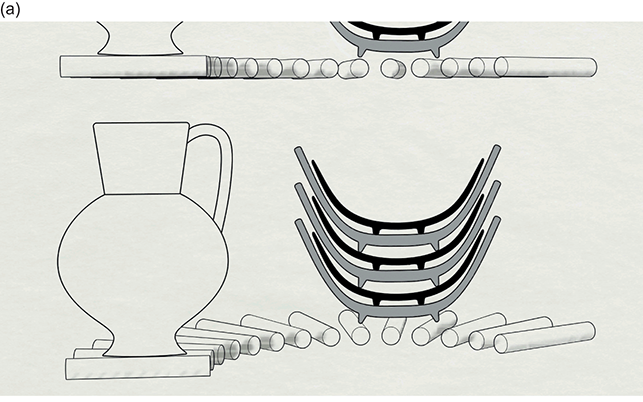
(a) Schematic photo illustrating an example of arrangement of vessels on rod shelves in an Islamic kiln. The open bowls were placed inside clay saggars.

(b) examples of kiln rods, and fragments of kiln walls showing the holes where the rods were inserted, as well as wasters showing the bowls (stonepaste) placed into clay saggars.
However, it is in the study of Islamic ceramics themselves that several aspects of the social and cultural history, such as dynamics of economy, trade patterns, and movements of craftspeople, can be traced. The intricate technological complexities of these developments leave little doubt that they must have been transferred alongside the craftspeople who possessed the knowledge of these technologies. The scientific analysis of Islamic ceramics conducted thus far has revealed significant waves of technological innovation and transfer. While by no means exhaustive, these findings shed light on some of the social and cultural changes of the period. One aspect of Islamic pottery that seems to have sparked ceramic innovations over the long term is the significance of colour. The quest to achieve a white surface, inspired by imported Chinese ceramics, led to the development of two technologies: white tin opacification and stonepaste bodies. In addition, the use of new mineral pigments to achieve different colours in the glaze required extensive experimentation and practice, which may not be immediately apparent without considering the technological aspects of their production.
The earliest innovations in the development of Islamic glazed ceramics took place in the Umayyad period towards the end of the eighth century in the Eastern Mediterranean. This phase saw the development of regional fine pottery, as well as the first use of lead stannate yellow, often combined with copper green and/or manganese brown, and later tin oxide white in ceramic glazes of the CGW and YGF wares. This technological innovation brought a radically new colour palette to glazed ceramics that did not exist before.
The relocation of the capital from Damascus in Syria to Baghdad in Iraq in 762 CE, following the Abbasid overthrow of the Umayyad dynasty, appears to have encouraged the movement of craftspeople to the southern Mesopotamia region. The Abbasid patronage of major cities in Iraq such as Baghdad and Samarra, as well as expansive trade with Tang China, brought new dynamics to Islamic industry, particularly ceramics. The burgeoning economy of the Abbasids created a demand for potters to introduce innovative technological advancements. The technology of tin-based opacification of ceramics, which had been practiced before in the CGW and YGF wares of Egypt and the Levant, further developed into radically new, fine, luxury wares of the so-called Samarra-type pottery. This pottery featured not just the use of white tin-opacified glazes, but a wide range of styles provided by other new complex technological innovations such as lustre and cobalt blue decoration.
Following the decline of Iraq in the tenth century CE and the relocation of the Fatimid capital from Tunisia to Egypt in 969 CE, there seems to have been an influx of potters from Iraq to Egypt. This shift, compounded by Egypt’s growing economic prominence under the Fatimids, facilitated the dissemination of lustre technology from Iraq to Egypt. Chemical analysis of Egyptian pottery show that potters adopted to local materials. In Egypt, potters used local Nile Alluvium clay to produce ceramic bodies. It also appears that the white tin-opacified glazes have lead/tin ratios different than those of Samarra-type pottery which conveys the use of distinct calx recipes in Egypt.
In addition, it is during this period that stonepaste bodies appear to be developed in Egypt, featuring another significant technological invention of the Islamic period. After the year 1171 CE, Egypt experienced significant political changes when the Ayyubids took over Egypt. It appears though that Egypt remained a prominent centre of political, cultural, and economic activity in the region. In the case of stonepaste body technology, there is limited evidence to trace its movement across Egypt, Syria, and Iran. However, the different recipes identified through chemical analyses once again highlight how potters adjusted their techniques based on the materials that were readily available or better suited to their new locations.
This adaptability is also evident in the production of more local inventions such as the Eastern Iranian slip-painted pottery of the tenth century. Chemical analyses demonstrate various recipes for the white slip, using quartz, high-aluminium clay, or dehydrated pyrophyllite, as it continued to be produced in different sites across the Central Asian region.
During latter part of the fourteenth century, Timur’s forceful relocation of skilled craftsmen to key Timurid cities, notably Samarqand, and his significant artistic patronage contributed to thriving crafts and construction, ceramics included. The underglaze technique further developed, and the subsequent westward migration from Samarqand fostered another wave of the potters’ movement and knowledge transfer, leading to further developments in pottery and tile production in Anatolia (i.e., modern Turkey).
The movement of craftspeople across vast distances, spanning thousands of kilometres, was a pivotal aspect of Islamic history. They traversed diverse landscapes, from mountains to deserts, relying on various modes of transportation. Evidence from osteological findings, textual records, and manuscript illuminations highlights the importance of pack animals such as donkeys, which were crucial for local transport, as well as camels, known for their endurance, carrying capacity, and cost-effectiveness. Additionally, waterways played a significant role in transportation, especially for long-distance trade. It was long-term maritime transportation that contributed to the emergence of globally oriented economic systems. Seasonal maritime trade routes, such as those across the Indian Ocean, were crucial for connecting different regions. Nevertheless, some faced challenges like ship damage and plundering along the way.
Stylistic studies of Islamic pottery have already established how different motifs and styles were borrowed from various materials such as textiles, metalwork, and manuscripts. However, the technological examination of ceramics sheds light on aspects of cross-technological interactions, such as the interconnectedness between ceramic production and pigment mining. One extensively studied example is the cobalt mine of Kashan, where cobalt pigment was initially used in Kashan pottery but later became the primary source of cobalt used across the Islamic World and even in China during the Yuan and early Ming dynasties. Another innovation was the use of chromite black, first observed in Eastern Iranian slip-painted pottery before becoming prevalent in underglaze-painted wares throughout the Islamic World. The strategic location of significant chromite mines in eastern Iran, along with references to these mines in Abu’l Qasim Kashani’s manuscript as a source of chromite in underglaze painted wares, suggests their importance and continuity throughout the Islamic period. Moreover, similar to the cobalt mine, the proximity of these mining sites to Eastern Iranian pottery workshops may have contributed to their integration into ceramic technology in the tenth century CE.
A. Mark Pollard
University of Oxford
A. Mark Pollard is Emeritus Professor of Archaeological Science at the University of Oxford. His publications include Beyond Provenance: New Approaches to Interpreting the Chemistry of Archaeological Copper Alloys (University of Leuven Press, 2018), Archaeological Chemistry (Royal Society of Chemistry, 2017), and Handbook of Archaeological Sciences (Wiley, 2001).
Chris Gosden
University of Oxford
Chris Gosden is Professor of European Archaeology at the University of Oxford, and his publications include Celtic Art in Europe: Making Connections (2014), A Technology of Enchantment? Exploring Celtic Art 400 BC – AD 100 (2012) and Archaeology and Colonialism (2004).
Editorial Board
Ann Brysbaert, Leiden University
Shadreck Chirikure, University of Oxford
Rosemary Joyce, University of California, Berkeley
Mei Jianjun, University of Cambridge
Joanna Sofaer, University of Southampton
About the Series
Examining technology on a worldwide basis from the earliest human use of tools to the early modern period, this series focuses on new archaeological findings, and integrates these with historical textual sources where they exist. It considers how things were done, why they were done that way, and how an understanding of the world was generated through making and using materials.




















